A Visit to Jingtan Factory of Short Blade Battery by Hive Energy
Author: Zhu Yulong
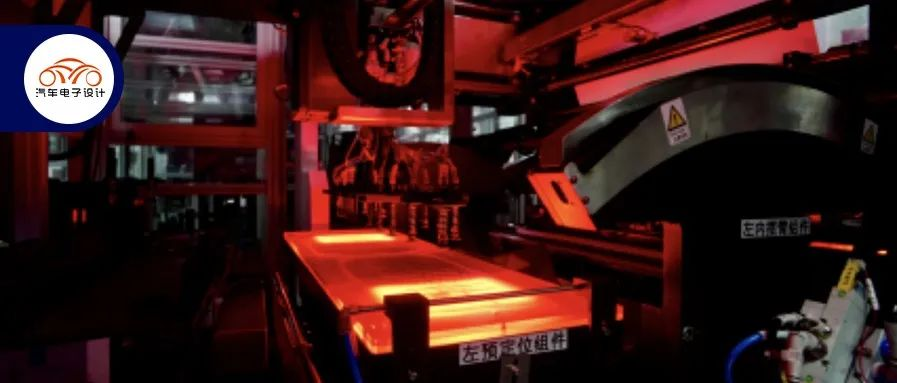
Recently, Hive Energy held a small-scale visit to Jingtan Factory to introduce the intelligent manufacturing process of short blade batteries. Here I share what I saw and learned.
The short blade battery product of Hive Energy first appeared at the Shanghai Auto Show in April 2019. By the end of 2021, the “Lingfeng 600” became the flagship of the product line after the global short blade transformation, with an annual production capacity of 2.5 GWh. At the Hive Energy phase II short blade battery factory, the short blade battery production line has been put into mass production, with an annual production capacity of 2.5 GWh.

Short Blade Production Process
In the 8 GWh capacity of the phase II factory, lithium iron phosphate and ternary (cobalt-free) account for about half. It is estimated that in 2022, iron lithium will account for more than 50% in various battery companies.
On-site, we can see that the first production process of the lithium battery is slurry coating. A single 2300L large-capacity double planetary mixer is arranged according to this proportion, with each slurry corresponding to 600 KWh (about 10 pure electric vehicles). This part is not directly related to the final form of the battery.

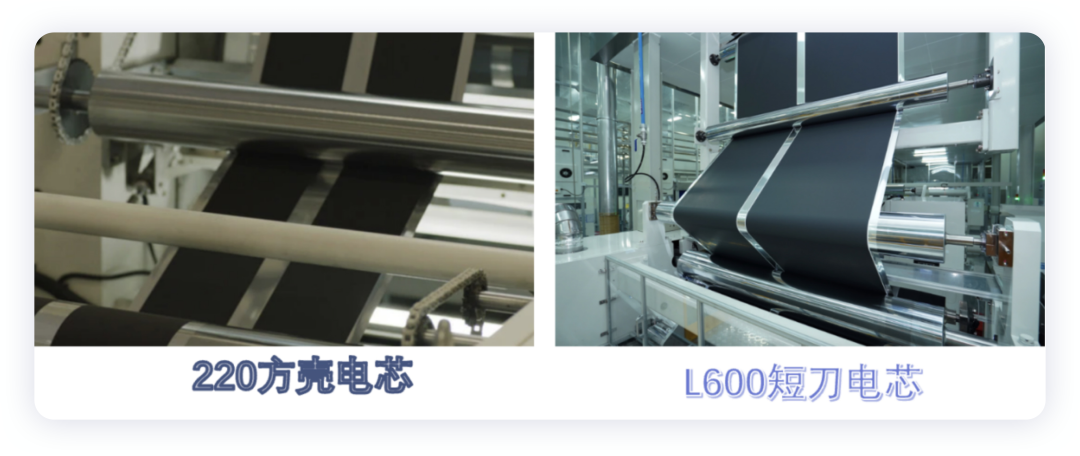
The second coating process for the short blade battery is more obvious. The length of the short blade battery (nearly 600 mm) is longer than that of a normal cell (148 mm or 220 mm). The coating width, speed, and accuracy determine the efficiency and quality of the electrode production. On-site, we can see a 1400 mm super-wide coating machine that produces two columns at a time, with a high coating speed (80 m/min). To ensure coating accuracy, three sets of beta-ray online surface density detection systems and two sets of CCD real-time coating width detection systems need to be set on the coating equipment for real-time data detection and control, ensuring automatic closed-loop control of coating (surface density control within ±1.5%, positive and negative misalignment ≤0.5 mm).
In the rolling process, the overall process does not have much difference. Due to the wide width, the electromagnetic heating and infrared line baking are carried out by the positive roll hot rolling and the negative double roll continuous rolling. The integration of online laser thickness measurement, waste edge removal, and other technologies on the rolling machine greatly improves the efficiency.In the die-cutting process, Laser die cutting is applied by Honeycomb Energy, which saves the cost of mold investment and equipment maintenance, and also improves the die-cutting efficiency by 40% (from 30 m/min to 40-50 m/min). The biggest challenge here is the burrs generated by the laser process, which requires highly sophisticated algorithms for detection. The next step in improving the production line mainly depends on the integration of roll-to-roll die cutting and slitting equipment at the process level.
For blade series batteries, they evolved from pouch-type batteries (produced by stacking process). Stacking speed has always been a pain point in the industry. Here, we can see that the double work station stacking efficiency of 0.4s/piece is achieved. The next generation of ultra-high-speed blade-type cell pole forming equipment has been developed, which enables the stacking efficiency to reach 0.125s/piece. Combined with the design of the battery, it can form a substantial challenge at the cell winding pole group forming efficiency in the package level.
The thickness bottleneck of the pouch cell has been broken through under the design concept of the blade. Therefore, this Lithium Iron Phosphate cell has achieved 184Ah at a thickness of 21 mm, with further room for growth.

From the perspective of production process, there are many improvements in the details of the second-stage factory compared with what we saw in the first stage, mainly in terms of compatibility: the second stage is compatible with two different types of equipment, VDA and short blade. Improvements have been made in details such as transportation equipment, especially the introduction of a coil core magnetic suspension logistics system and improved AGV transportation logistics, which greatly improves the rhythm and efficiency. In the visit process, the number of personnel in the factory configuration has decreased, and more detection means have been added to improve the process yield through powerful software systems and data analysis, making it more intelligent.Following a low-cost, high-volume utilization route that evolved from VDA cells to blades, the efficiency of the overall winding core to pack is still very efficient. From current observations, innovations around the cell level can reduce production costs for cells compared to pack structure designs, improve grouping efficiency for packs, decrease battery system weight (increased energy density), and reduce the number of components inside packs, especially related structural parts, effectively achieving the cost goals for battery systems. Ultimately, battery safety will also be further enhanced–for square casing, thinner batteries are relatively safer. If no changes are made in the width direction and expansion is done in the thickness direction, the impact on battery safety is significant (smaller heat dissipation surface, ineffective heat conduction, and large temperature differences inside and outside).

Technological Development Direction
Iteration around Short-Blade Cell
During the technical exchange, a topic related to the evolution of short blade batteries was quite interesting.
Due to the progress of lithium iron phosphate technology in the manufacturing and materials aspects, for battery companies, the most desirable evolution direction is: nothing needs to change in the battery production line, cell size, battery system, and entire vehicle interface. Upgrade to 5% or 10% higher energy density through multiple iterations.
Honeycomb Energy is developing both lithium iron phosphate mixed with lithium manganate and lithium manganate mixed with ternary on the path of upgrading the short-blade battery. The second and third generations will be launched successively by the end of this year and next year, and energy density will be further enhanced.
From the R&D logic standpoint, the source of raw materials is broad, and it is a better solution contributing significant value to the progress of the whole industry and the enhanced competitiveness of electric vehicles. The next step for lithium iron phosphate and iron-manganese lithium is to develop fast charging capability, and the current high cost-effective product is equipped with 1.6C fast charging capability. The next step is to develop 2C-2.2C iron lithium, and then develop lithium iron phosphate in the 4C direction.
High-Nickel Cell Development
The emergence of low-cost lithium iron phosphate technology will force ternary to develop further, which will lead to the development of cobalt-free technology further. By increasing the specific capacity of high nickel and raising the voltage of medium nickel, high-voltage products of 4.4V for mass production in the first half of 2022 and cobalt-free 4.4V products at the end of 2022 (or early 2023) will be launched. In terms of this technological direction, high-performance battery routes can be realized in cooperation with fast-charging designs.
The interesting thing about making batteries is that products continue to evolve: the production line continuously upgrades to improve efficiency and yield. Platformization can adapt to the Pack design of most customers, bringing product flexibility.
With the rapid growth of the new energy vehicle market in 2021, the battery cost is constantly rising due to the increase in upstream raw materials in 2022. This requires battery manufacturers and car companies to work together to bear it, and the product structure of new energy vehicles may be adjusted in 2022.
Currently, the cost pressure faced by each battery company is very high, but this pressure is temporary. As the weather warms up, the upstream supply, including salt lake production supply and lithium supply from mines, will increase. With the joint efforts of domestic and foreign parties, the pressure will be gradually relieved.
From the material side, Honeycomb Energy has taken a lot of actions since mid-2021, including the locking (locking quantity, underwriting, prepayment) of some upstream raw materials. With this preparation, the overall material supply can meet the demand for the whole year of 2022. In cost control, it is necessary to take multiple measures: in addition to locking in some raw materials early, technological innovation is also needed to reduce costs – replacing imported raw materials with domestically produced ones, and using new chemical systems and adjusting structure to absorb some cost increases.
It is expected that in 2022, compared with last year, the proportion of lithium iron phosphate in the products of Honeycomb Energy will increase (exceeding 50%), and the proportion of short knife cells will also increase. Now that the global scale (300 GWh) is not very large, there are already significant supply risks and challenges in the supply chain. As the growth becomes several times or ten times, and even enters the TWh era, the supply challenge of battery materials will be greater. In the long run, Honeycomb Energy will self-produce some core raw materials and invest in the upstream raw materials of next-generation battery technology.
From the equipment side, 80% of the investment of battery companies is in equipment, and it needs a design of more efficient, intelligent, and less labor-intensive production lines to avoid the future increase in labor costs and the problem of high manufacturing costs. At the same time, flexible and efficient production line design has been done, and the short knife production line is compatible with 300-500 mm. How to use the massive data generated in the battery manufacturing process has significant benefits for improving product quality and shortening the manufacturing cycle. Honeycomb Energy specializes in the landing of AI intelligent manufacturing and works on the lean production of battery cells.Summary: Up to now, the production of batteries has demanded comprehensive requirements for a company in terms of technology, equipment, upstream materials and talents. With the entry of car companies, the entire battery industry will present a diversified color that we have not seen before.
Moreover, what’s interesting about Hive Energy is its talent strategy. With the growth of brand influence and scale, the company itself is open and has a new force-oriented corporate culture, which is quite successful in attracting talents. In terms of employee motivation, it is not just about salaries. Measures such as the promotion of partnership system and employee shareholding can actually make the development of the enterprise more stable.
This article is a translation by ChatGPT of a Chinese report from 42HOW. If you have any questions about it, please email bd@42how.com.