Author: Xiaodong Xu
On the eve of the Shanghai Auto Show in April this year, a video of Huawei’s autonomous driving in Shanghai’s urban area stunned everyone, showing the car deftly handling unprotected left turns and complex road conditions. Then, the carrier that carries this “soul” has also entered people’s field of vision, the Jetour Alpha S HI (Huawei Inside) edition.
On December 20th, the Jetour Alpha S HI edition began internal delivery. In the first quarter of next year, this car will usher in large-scale external delivery. Besides the HI logo on the Jetour Alpha S, there is also a logo that caught my attention – Magna Steyr.

What is Magna Steyr? And what is its relationship with Jetour?
Bjorg & Magna Steyr
Magna Steyr Group is a Canadian company. It ranks among the top in the Fortune 500 list and is the largest automotive parts supplier in North America and the fourth largest globally. Magna Steyr Group has 347 manufacturing/assembly plants worldwide, with over 150,000 employees.
Magna’s products include systems design and development for interior, seating, body, chassis and powertrain, etc. In China, it has 18 factories and 6 engineering research centers, with nearly 8,000 employees.

This large-scale parts supplier acquired the Styer factory in Graz, Austria in 2000 to establish Magna Steyr. Magna’s auto manufacturing plant was created here.
Magna Steyr was previously part of the Styer-Daimler-Puch group. The production of Volturette, Skoda’s first car, was already associated with Styer in 1906, and 115 years have passed since then. After that, Styer also produced many models that were well known in the market, such as producing Mercedes-Benz’s flagship G-Class series since 1979, which continues to this day.

After being acquired by Magna in 2000, Magna Steyr launched larger-scale vehicle production. In addition to the Mercedes-Benz G-Class mentioned earlier, Magna also provides major parts for high-end models such as the Mercedes-Benz SLS, BMW Z4, Toyota Supra, MINI, Jaguar and Aston Martin, and produces them at Magna’s vehicle plant in Graz, Austria. Magna has produced over 3.7 million vehicles so far.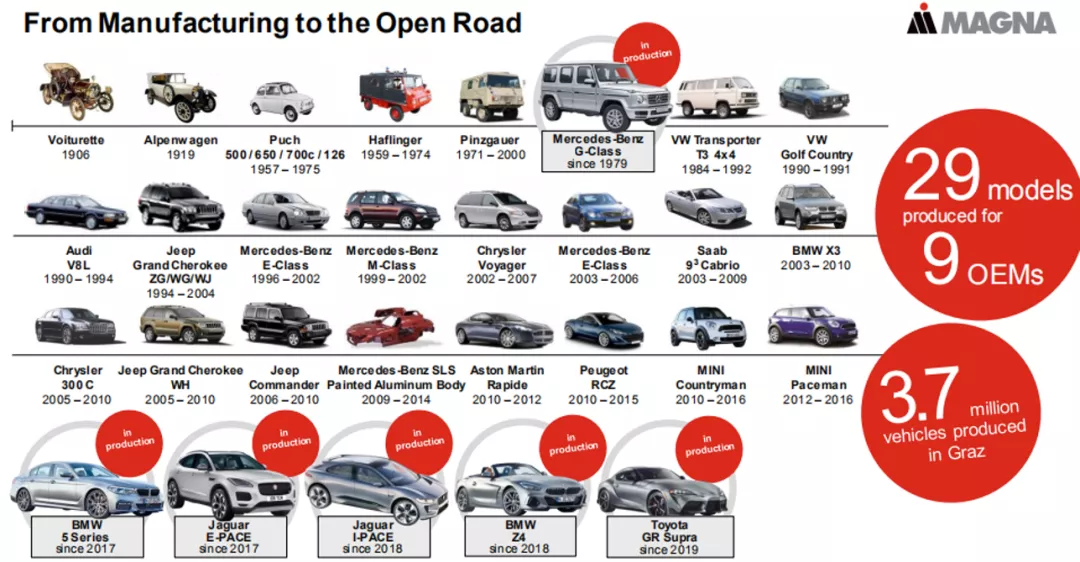
After 18 years, Magna brought complete vehicle manufacturing to China, marking the first time that Magna has established a complete vehicle manufacturing plant outside of Europe. In June 2018, BAIC Group, Magna, and the municipal government of Zhenjiang signed a cooperation agreement. BAIC Group and Magna announced the establishment of a technology company and a manufacturing company to create an open and shared R&D and manufacturing center for intelligent pure electric vehicles.
As for the joint venture technology company, BAIC and Magna jointly developed an open platform, the BE 21 platform, which is also adopted by the JH Alpha T and S models. The BE 21 platform supports the development of models ranging from 2600 mm to 3100 mm, which means that JH will also launch compact car models, MPV models, and more in the future.
Regarding the joint venture manufacturing company, Magna sent 13-15 resident experts to work in the stamping, welding, painting, and final assembly workshops. They are mainly responsible for the system, quality, efficiency, and cost. JH hopes to introduce Magna’s complete system to China.

According to Ji Guowei, the Secretary of the Party Committee and General Manager of Blue Valley Magna, the original plan for team training in Europe was disrupted due to the pandemic. JH established a BACK OFFICE through virtual meetings and other means. Any problems that arise from planning to production can be immediately connected to Graz for answers. Within JH, the Graz factory in Austria and the Zhenjiang factory are referred to as “sister factories.”
So, what is this production base jointly established by Magna and BAIC Blue Valley like? Let’s take a look inside the factory.
Hard Power
The production base jointly built by BAIC and Magna has a total investment of 6 billion yuan, covers an area of approximately 1.37 million square meters, and has an annual production capacity of 150,000 vehicles (in two shifts). It has the ability to manufacture steel and aluminum mixed bodywork. After completion of Phase II, the annual production capacity will reach 300,000 vehicles.
Like most factories, the factory is also divided into stamping, welding, painting, and final assembly workshops. What makes this production base different is that it also has a battery pack workshop, which greatly reduces transportation time and costs.
Let’s talk about the battery pack workshop first. The battery cells used in all JH models are from SK, with an energy density of up to 194 Wh/kg. After 20 processes, such as liquid cooling air tightness inspection, automatic box cleaning, and online battery performance testing, the cells are assembled into battery pack modules.# The Advantages of High Automation in Automobile Production
The workshop reaches a full automation rate of 53% across the board, including automatic online modules, automatic detection, glue coating, module installation, and fixation. The benefits of high automation are the assurance of the precision and consistency of the production process while improving production efficiency.

In the stamping workshop, the first production line has been completed which can realize the mixed production of steel and aluminum. The production line consists of one 2400T, one 1200T, three 1000T press machines, and an automated transmission system composed of a Swiss GUDEL single-arm crossbar robot.

The entire production line can achieve automatic replacement of sheet metal and molds, while also accommodating the stamping production of different materials including galvanized steel, laser welding, and aluminum plates, which is more energy-efficient. The stamping workshop has 40 self-made parts, which have achieved a first-time pass percentage of 97% with a MAFACT system standard, which is about 7% higher than most automakers.
The key focus of the stamping workshop is the production of steel and aluminum hybrid vehicles. The weight of pure electric vehicles is generally very heavy due to battery influence, with pure electric vehicles over two tons being common. Weight is the enemy of pure electric vehicles, which is why NIO ES8 and Tesla Model S both use all-aluminum body frames to reduce weight. The advantages of an all-aluminum body frame include high strength and light weight, but it is also more expensive.
This is also the reason why the majority of middle and high-end pure electric vehicles are now adopting a steel and aluminum hybrid body, as seen with NIO ET7, ET5, Voyah FREE, Tesla Model 3, and other models, which lower costs while maintaining quality, as not every part of the body needs to be aluminum. According to Polar Fox’s product director Duan Lipei, the white body is more light-weight without compromising strength, and is 40% lighter than other pure steel bodies, and 10% lighter than other steel and aluminum hybrid bodies.

However, the production process of steel and aluminum hybrid vehicles is more complex than that of all-aluminum vehicles. For example, at connection points, mechanical connection methods such as SPR and FDS are required, which needs a more outstanding welding workshop.A domestically pioneered 30 JPH (capacity of producing 30 vehicles per hour) steel-aluminum mixed production line is used in the Arctic Fox welding workshop, with 100% automation rate for all link points and over 95% automation rate for glue spraying. Currently, the domestic qualified rate of riveting is around 95%-97%, while the Arctic Fox factory riveting qualified rate, in accordance with the MAFACT standard, has reached 99% and is striving for 100%.
According to the staff, in order to detect the qualified rate of rivets, various indicators need to be evaluated through special software. Multiple tests are conducted from the aspects of metallography, mechanics, and peel strength. Among them, the metallographic test requires 9 standard steps to complete, and after 16,910 different process combinations, the most suitable process parameters are finally selected. It can be seen that every 1% improvement is hard-won.
In the spray painting workshop, the Arctic Fox factory uses green pre-treatment silane technology, IPP and compact middle-free water-based B1B2 technology, three-way technology, and other high-quality coating materials such as LASD water-based damping coatings and PPG brand paints.
Material and process aspects have enabled Arctic Fox to improve the corrosion resistance and aging performance of automobiles. On December 9, 2021, at the CA-CAP (China Automotive Corrosion Resistance and Aging Performance Evaluation Regulations) held in Hainan, the Arctic Fox Alpha S scored a 5-star evaluation and won the first batch of full-vehicle corrosion resistance performance test evaluation platinum level certificates.
After spray painting, it comes to the final assembly workshop, where something is a little different. In addition to high automation, high precision, and high efficiency, the Arctic Fox factory adopts Magna’s brand-new idea – static joining technology.
Under normal circumstances, the final assembly workshop is the main line that moves, and the operator follows the main line to move, picking up materials for assembly along the way. In this mode, workers commute to pick up materials, which consumes time and affects production efficiency.
Static joining technology creates a stationary workstation by simultaneously moving the material and the vehicle in the opposite direction on the moving production line, reducing the assembly time wasted by personnel picking up materials and walking, improving assembly quality, and reducing worker fatigue intensity.This is also based on Magna’s MAFACT system. We conducted a live simulation in the factory, with team members playing the roles of production, logistics, quality inspection, and warehouse personnel, respectively. In just two minutes, we completed assembling the three types of red, green, and blue Lego blocks into complete products. In the first round following the normal process, we completed four sets of products. After discussion and improvement in the first round and incorporating MAFACT concepts, tools, and methods, in the second round, we completed 17 sets of products.
MAFACT, short for Magna Factory Concept, is one of Magna’s two core production and operation management systems, dedicated to cost-effectiveness, continuous improvement of all processes, and maintaining core competitiveness. The MAFACT system consists of eight sections: safety and environmental protection, quality, manufacturing, material control and logistics, engineering design and pre-qualification planning, management, human resources, and cost. Each section has different goals and tools, and the application of these tools achieves the corresponding objectives, thereby achieving safety, quality, timeliness, cost, and incentives.
This may be difficult to understand, so let’s use my experience with Lego blocks to illustrate. The result is easy to understand: we completed four sets of products in the first round and 17 in the second round, improving production efficiency. However, the number of people involved in each round was different. In the first round, we used seven people, while in the second round, five people completed the same work.
In the first round, there were three material personnel, two production personnel, one logistics personnel, and one quality inspection personnel. In the second round, there was only one material personnel, and the semi-finished product warehouse was cut off.
In the figure, we can see three material personnel controlling three kinds of materials, transported by one logistics personnel to production personnel 1 for assembly of semi-finished products, then transported by logistics to the semi-finished product warehouse, and finally transported by logistics again to production personnel 2 for final assembly. The finished products were then handed over to the logistics team for transportation to the quality inspection personnel. The process was very complicated, and the media teacher who played the role of logistics personnel was basically overwhelmed.
In the second round, the process was simplified.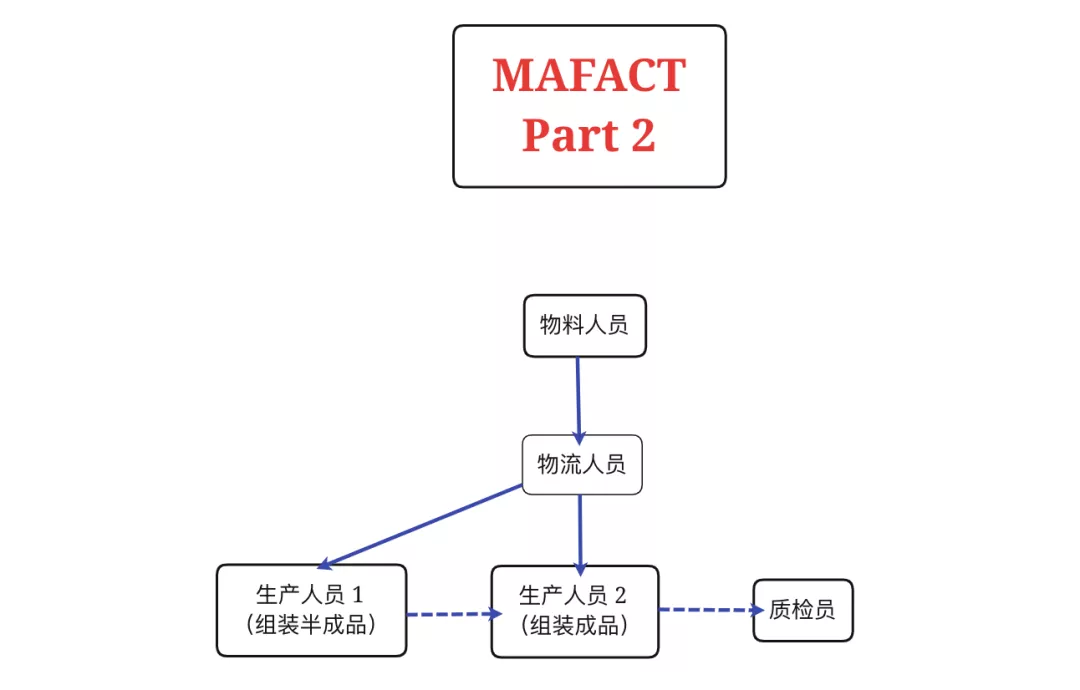
During the first round, it was obvious that three material personnel were too much for one logistics personnel to handle, resulting in two idle material personnel. In the second round, the number of material personnel was reduced to one who handled three types of materials. Production personnel made production demands, and material personnel delivered the materials to the production personnel through logistics. The semi-finished products no longer needed to be stored in the warehouse, but were handed directly to the production personnel. The production process was automated and transported through solutions such as robotic arms, eliminating the need for logistics between the finished products and the quality inspectors. This significantly reduced the time required for logistics, and greatly reduced the workload of logistics personnel.
Of course, this is only for ease of understanding, and the corresponding conditions, requirements, and tools in the actual work are not reflected in the article. The complexity in practical work cannot be replicated by Lego blocks. For example, eliminating the semi-finished product inventory is not an easy task, especially when attempting to apply the entire system to hundreds of factories worldwide.

At the same time, Magna conducts MAFACT evaluations of its factories worldwide every year. The evaluation divides the eight modules in the MAFACT system into 59 questions. Each question is scored from 0 to 5, and each score corresponds to the implementation of clauses. The score of the factory represents the level of its production operation management and continuous improvement ability.
At times, a problem may have a simple solution, but sticking to old conventions and refusing to change makes it a time-consuming and arduous task. Just like using a combination of complex functions such as IF, SUM, and VLOOKUP in Excel, only to find that SUMIF can solve the problem. Continuous improvement is even more difficult.
I think this is what is worth learning from the MAFACT system by Magna.
In Conclusion
The FAW-Magna joint venture, JIHU Alfa S, won the Top 10 Car Body, Corrosion Resistance, and other awards. After crossing a water depth of 800 mm, no abnormal conditions occurred, which undoubtedly affirmed its quality. However, this is only one factor in evaluating the excellence of a car product. Today, intelligence, handling, performance, appearance, and cost-effectiveness are all measurements of an excellent car product. What do you think JIHU Alpha S scores?
This article is a translation by ChatGPT of a Chinese report from 42HOW. If you have any questions about it, please email bd@42how.com.