
This article is reproduced from the autocarweekly public account.
Author: Aohu Hu
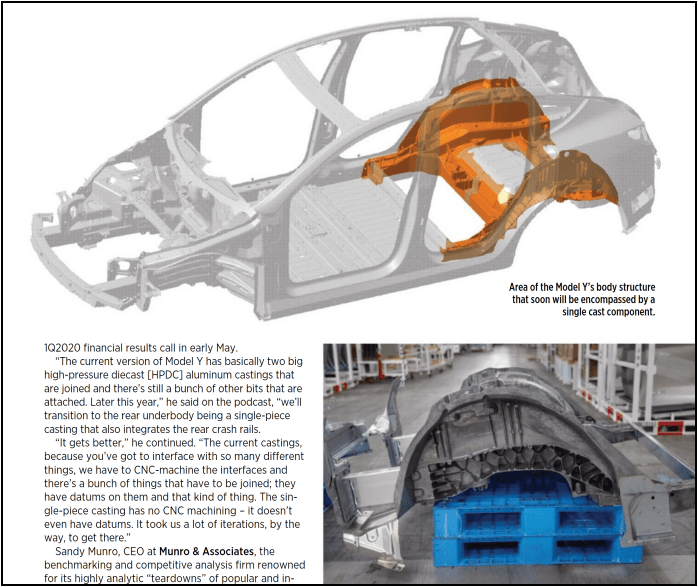
At this moment, in the Tesla factory in Lingang, Shanghai, liquid aluminum alloy at over 660 degrees Celsius is injected into the mold under 6,000 tons of pressure. Just a few minutes ago it was a puddle of aluminum, and now, after the mold is opened, it has become a fully formed Model Y integrated rear body floor.
This is the first time in automotive history that such large-scale mass production of pressure-cast aluminum alloy parts of this size has been achieved. From the beginning of 2021 until now, Tesla in China alone has delivered more than 130,000 Model Ys, each of which has a rear body floor that is integral and formed by die casting.
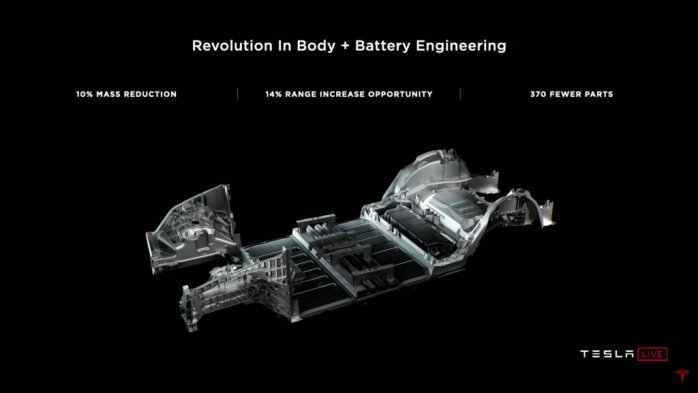
The currently produced Model Y is just the beginning. Last year, Tesla announced a series of new technologies, one of which is the die-casting front body + rear body (only the rear body is currently die-cast) on Battery Day. With the new CTC battery pack, the overall weight can be reduced by 10%, the range can be increased by 14%, and 370 components can be reduced. Why not calculate the performance of the new Model Y that will apply these technologies?
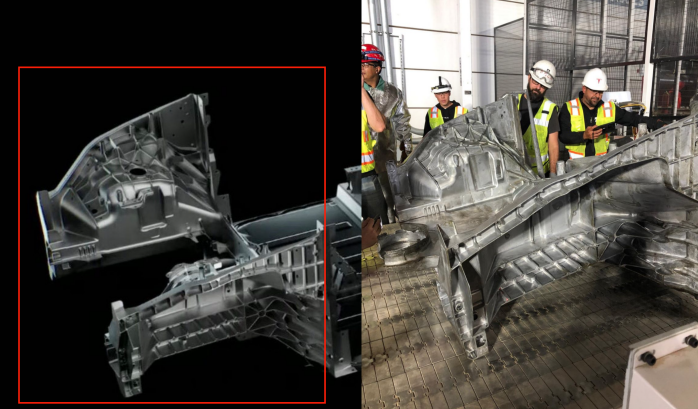
In the first half of this year, the Tesla factory in Texas began trial production of the die-cast front body; soon after, the Model Y produced in Berlin, Germany, with 4680 cells, CTC battery pack, and die-cast front and rear bodies, will be the “complete set”.
The body, or rather the body-in-white structure, is the key and foundation that directly defines the “identity” and “mission” of a car. This is what Aohu Hu has been thinking about day and night, and new friends may want to jump to “Why do I have to make you care about “bodywork”?“
Some of the bodywork is integrated by die casting, which has advantages in all aspects: higher production efficiency, lower cost, lighter weight, and higher rigidity. For us consumers, this means that car prices can be more affordable (only “can”, the same below), range can be longer, comfort can be better, and handling can be stronger.# Chinese Markdown Text

今天国产 Model Y 能卖到 28 万元起,可能就靠后车身采用一体压铸,成本省掉了那么几百几十几块几毛几 —— 可千万别嫌少。要知道在主流民用车价位,多三位数人民币是足以让厂商打碎了牙往下咽的。
要明白压铸一体成型怎么个好法?我们得谈谈车身是怎么造出来的了。
从冲压焊接,到一体压铸
众所周知,车身的主要材质是金属。要将金属原料加工为车身部件,常规的做法是冲压成型。冲压,白话讲就是把金属板材放在预先设计好的模具上,挤压成模具规定的样子。跟月饼模子差不多,只不过这个「月饼」只有最上面的薄薄一层(板材)。

不过标题中的「压」并不是指冲压这个「压」。
无论多么复杂的冲压设计,部件终究是从板材(面)或型材(管)得到的,不大可能直接得到一个非常立体的结构——完整的车身可是一个大型立体框架。所以这些冲压件要进入到焊接车间,彼此「拼」成一整个车身。
或者,还有另一种办法。
不直接利用金属原料,而是将金属加热到熔融状态,然后「趁热」将液态金属浇入模具中,等金属冷却固化,就得到了符合模具形状的零件,这就是铸造。压铸是铸造中的一类,靠高压强制驱动原料进入模具,可以用来制造较为复杂的精密零部件。
白话讲,就是把金属化成水,然后用「注射器」打进模具里,「放凉了」拿出来就是固态成品——基本原理就这么简单。因为是有动力挤压(压铸),所以模具可以做得复杂一些曲折一些,熔融金属依然能比较好的填充整个模具。
压铸其实常有
English Markdown Text
Today, the domestic Model Y can sell for as low as 280,000 yuan, possibly thanks to the use of a one-piece die-casting for the rear body, saving a few hundred, dozens, or even a few cents in cost – don’t underestimate this. It’s important to note that in the mainstream civilian car price range, adding three digits in Chinese yuan is enough to make the manufacturer clench their teeth and bear it.
To understand how good the one-piece die-casting is, we need to talk about how the car body is made.
From Stamping Welding to One-Piece Die-Casting
As we all know, the main material of the car body is metal. The conventional method of processing metal raw materials into car body parts is stamping. In plain English, stamping is putting metal sheets on a pre-designed mold and squeezing them into the shape specified by the mold. It’s similar to making mooncakes, except that the “mooncake” in this case has only a thin layer (sheet) on top.
However, the “press” in the title does not refer to stamping.
No matter how complicated the stamping design is, the parts are ultimately obtained from sheets (surfaces) or profiles (tubes), so it is not feasible to obtain a highly three-dimensional structure directly. The complete car body is a large three-dimensional frame. Therefore, these stamped parts must enter the welding workshop and be “puzzled” together to form a complete car body.
Alternatively, there is another way.
Instead of using metal raw materials directly, the metal is heated to a molten state, and then “while hot,” the liquid metal is poured into the mold. When the metal cools and solidifies, the parts that conform to the mold shape are obtained. This is casting. Die-casting is a type of casting that uses high pressure to force the raw material into the mold, and can be used to manufacture relatively complex precision components.
It’s plain English to say that metal is turned into water, then injected into the mold with a “syringe,” and when it cools down, it’s taken out as a solid product – the basic principle is that simple. Because there is a power squeeze (die-casting), the mold can be made more complex and twisted, and the melting metal can still fill the entire mold well.
Die-Casting Is Actually CommonActually, die casting is not a new thing. It is very likely that your car has die-cast parts, but they just don’t have the same huge size as those on the Model Y.
Die casting can produce more complex and three-dimensional components in one manufacturing step, without the need for stamping and welding (which is why the words “integral molding” are often associated with “die casting”). Due to this feature, die casting is particularly suitable for the production of large quantities of complex and irregular parts.
There are many irregular parts on the car body. With traditional stamping techniques, as long as it is made from a piece of steel plate, no matter how it is stamped and twisted, the thickness of different parts of the component is consistent. However, some areas require high strength/rigidity, while others do not need it that much, which inevitably causes material redundancy.
Weight is always the enemy. In order to reduce this redundancy, TWB and TRB technologies were invented, which can to a certain extent change the thickness of different parts of the same steel plate according to the preset requirements, thereby achieving “down-cutting as required”. But this is still not flexible enough, and the degree of weight reduction and application range are also limited.
The real weapon is to directly cast aluminum, use the high flexibility of casting molds, and pre-design the target strength and corresponding thickness for each part of the component (of course, aluminum itself can also reduce weight). Not only the thickness of different parts can be freely changed, but specific directional reinforcement structures can also be designed to achieve “achieving great results with minimal effort”. If ordinary sheet metal is used, a much higher weight is required to achieve the design goal.
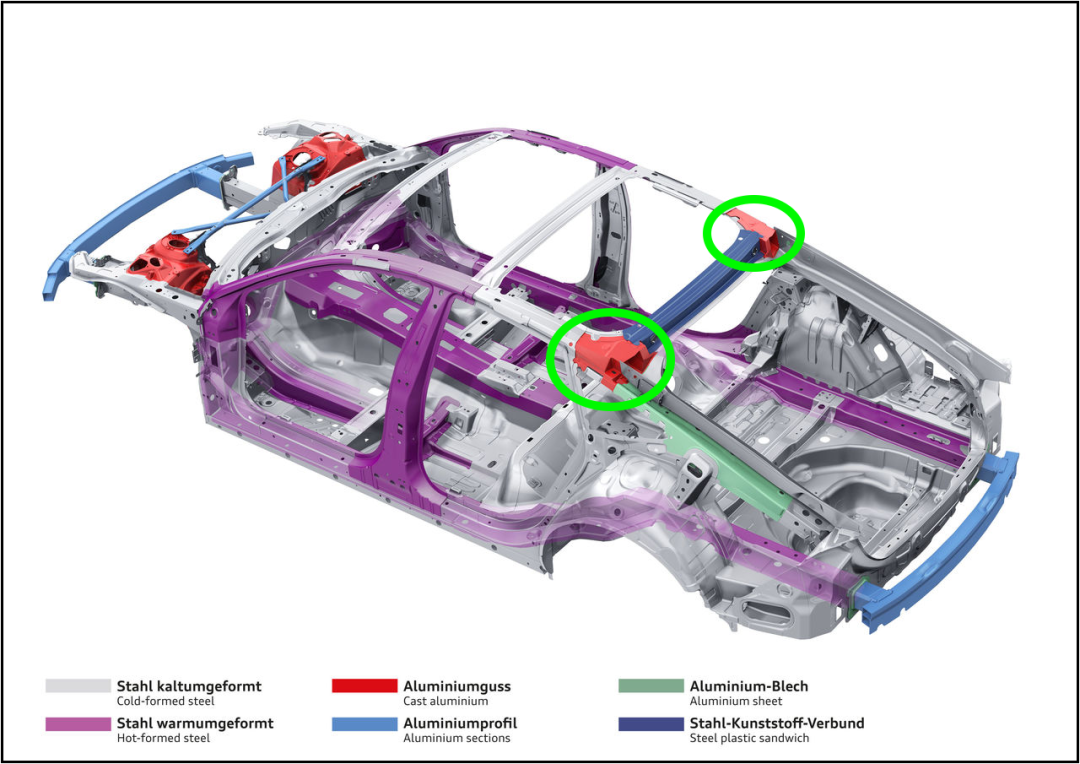
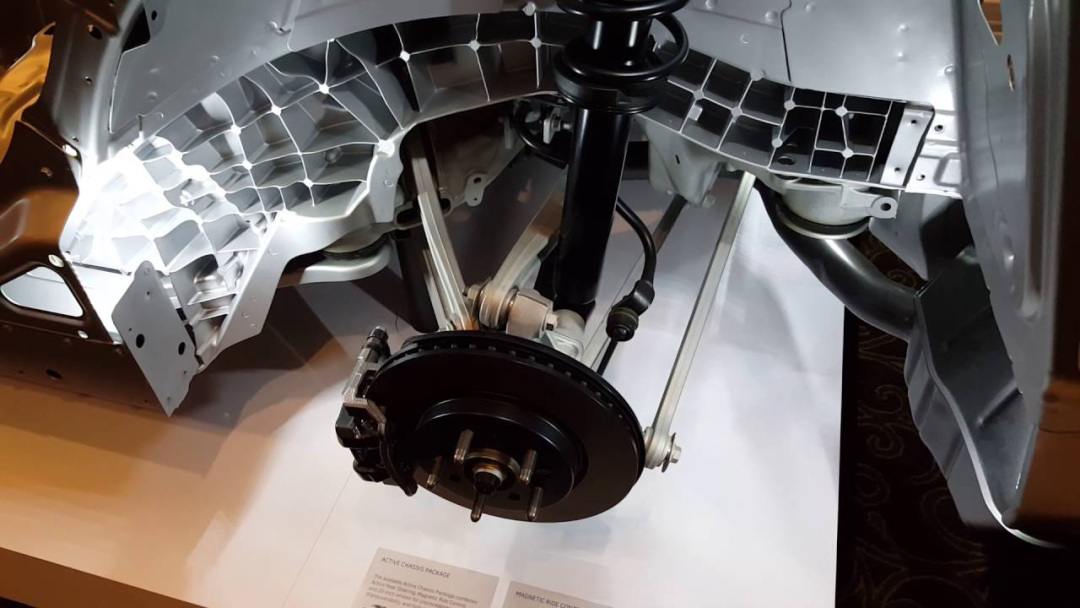
Die-cast aluminum has been widely used in suspension shock absorber towers on car bodies. Because the top of the tower is the most direct part where road surface stress is transmitted to the body, it requires extremely high local stiffness and has a very complicated shape. The traditional tower top is composed of multiple components welded together, which itself is not conducive to weight reduction. In order to achieve high rigidity, almost inevitably, it requires great thickness/weight.
What about die-casting with aluminum? One part can solve the problem, with few and simple processes, lightweight and high rigidity.
The tower top is almost the lowest threshold cast aluminum component. Currently, for medium and above luxury cars, cast aluminum tower tops are almost standard equipment. Even the new car of LYNK & CO, the C11, which takes the low-cost material route, uses cast aluminum for the front tower top in addition to the double-wishbone front suspension. Larger cast aluminum components are only available at higher levels. As previously mentioned, Audi A7 used cast aluminum components at the “joint” of the C-pillar top to reduce the stiffness loss caused by the lifting tailgate (See “Why Are Liftback Sedans Always Out of Fashion?“).
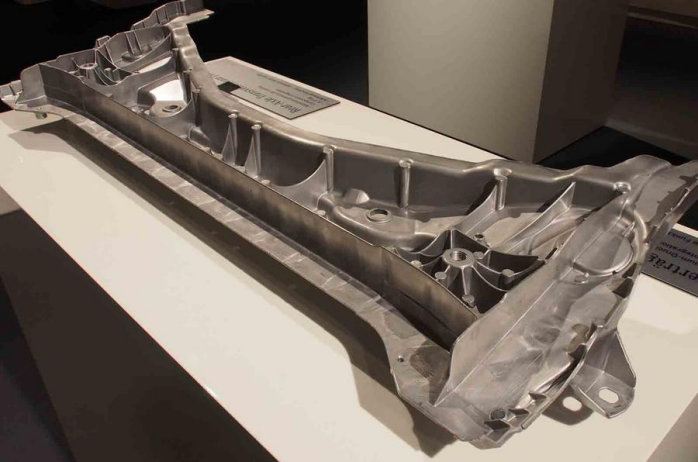
Before Model Y, the largest component of the one-piece cast aluminum process was almost the front and rear longitudinal beams of the car body. This is the rear body longitudinal beam of Cadillac CT6, and the dense reinforcing ribs reflect that it is a cast aluminum component.
Large Castings Are Rare
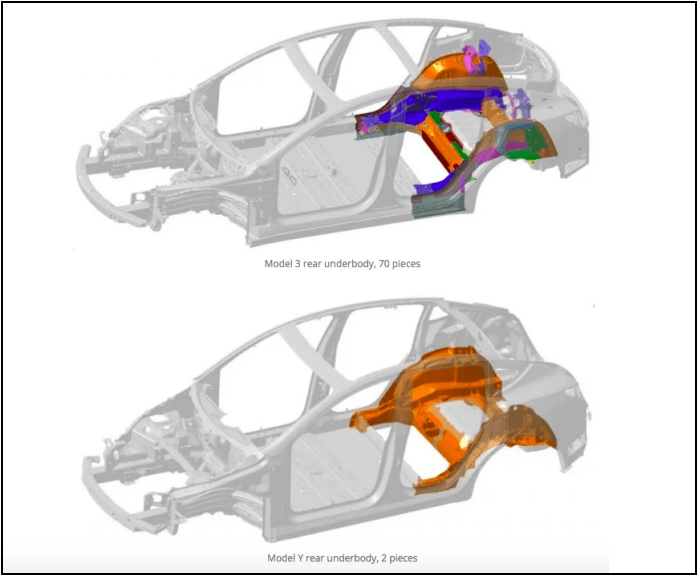
By the time Model Y arrived, Tesla boldly made the entire rear body floor, rear wheel arches, and a large part of the rear cross and longitudinal beams all into a cast aluminum component. This part of the car body requires 70 components to assemble in Model 3, not to mention the subsequent new versions of the Berlin plant, which also made the front body a one-piece cast aluminum component.
Actually, it can be imagined that there is a reason why large-scale cast aluminum components have only been applied by Tesla until today.
As good as die-casting technology is, on the one hand, it makes parts integrated, reducing part count and assembly processes; on the other hand, cast aluminum achieves highly flexible thickness and structure, easily balancing lightweight and high rigidity. But in the past, cast aluminum was only used for small components, naturally because once the volume of cast aluminum components became too large, there would be problems that were difficult to solve.First of all, a larger die-casting machine is needed. The rear body of the Tesla Model Y weighs about 80 kg, which requires the die-casting machine to be able to inject 80 kg of liquid aluminum alloy at once. Only when a die-casting machine of such a scale is maturely developed, can cast aluminum parts of this size be produced. Currently, the world’s largest die-casting machine can inject 200 kg of material at once.
The front aluminum pre-body of Model Y at the Berlin factory is said to weigh up to 130 kg, which means that the die-casting machine must be able to inject 130 kg of liquid aluminum at once. The reason why Tesla first introduced the rear aluminum body (80 kg) and the front aluminum parts were put into use in the new Berlin and Texas factories should be to wait for a larger die-casting machine to be in place and directly transported to the new factory.
Secondly, there are already significant challenges in casting such large parts. The principle of die-casting seems simple, it is nothing more than pressing liquid metal into a mold, but there are many problems to get high-quality large parts. Producing stable large-scale die-casting machines can be described as a major national project (the die-casting machine from the Shanghai factory comes from the domestic Lijin Group).
Liquid metal is not obedient, and there may be abnormalities such as turbulence and impurities during the process of being pressed into the mold under high pressure. The more complex the part or mold, the more likely it is to have problems such as insufficient filling. The gas originally in the mold and the gas introduced with the material may cause the interior of the part to contain pores. Part defects revolve around the casting process, and the larger the volume of the part, the more likely problems will occur, and obviously, the car body cannot tolerate defects.
Finally, there is a contradiction between large volume and high strength. Large-volume body parts are more likely to bear the task of resisting collisions, and therefore require higher strength. However, generally, aluminum castings must undergo heat treatment (solution treatment and aging treatment, similar to quenching in steel), to obtain high hardness and high strength. Heat treatment inevitably brings about volume changes due to thermal expansion and contraction, and the larger the volume of the part, the greater the influence of this dimensional error.
In the end, Tesla found a special aluminum alloy material that does not require heat treatment to achieve the large cast aluminum rear body of Model Y. In October of this year, NIO announced the successful verification of heat treatment-free materials usable for large-scale die-castings, which will be used in the second-generation platform vehicle models. Finding materials that do not require heat treatment (the implication is that strength requirements can still be met) is critical to the application of large-scale die-casting parts.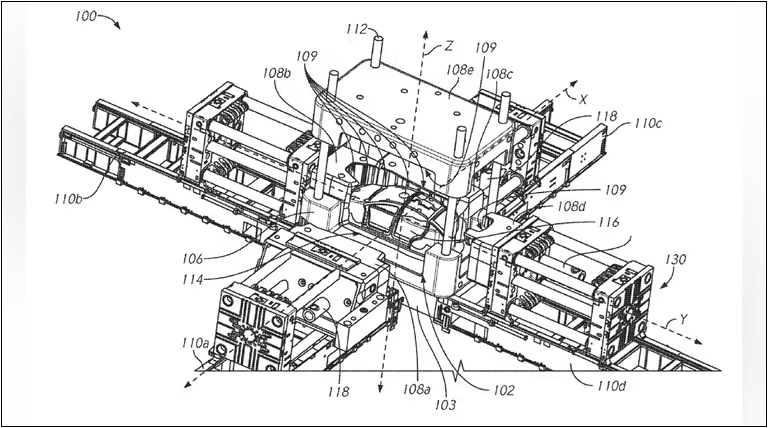
While the Model Y, whose front and back body are integrally cast, has not been mass-produced yet, Tesla is already looking forward to a further future. Long ago, Tesla submitted a patent for the integral casting of a car body.
It should be noted that the “rear body” mentioned above is actually only “a part of the rear body (of course, the essential lower part)” and still needs to be connected to other body parts. Tesla’s more ambitious future is to manufacture the entire car body by single casting – truly realizing the literal meaning of “in one go”.
This kind of science-fictional casting car body is still far away. It will take years just to develop a casting machine that can accommodate hundreds of kilograms of raw materials not to mention designing such complex molds, and ensuring that no defects appear under such complex flow fields or ensuring that the entire car has enough strength after casting.
In fact, the integration of body parts and the aluminum casting of key components have always been the direction of efforts in the automotive industry. As a disruptor, Tesla has kicked the constantly rolling ball forward by a large margin, naturally attracting many followers. It is said that several car companies, including NIO, are seeking large cast aluminum components. As Tesla gradually gains more advantages through one-piece casting, new automobile companies may kick this ball even faster and farther in order to achieve a breakthrough in product competitiveness.
This article is a translation by ChatGPT of a Chinese report from 42HOW. If you have any questions about it, please email bd@42how.com.