
Author | Zhu Shiyun
“A die-casting is just like forging iron,” said an investor.
But the income of “blacksmiths” has risen rapidly in the past two years: In 2020, a technician with five years of die-casting experience in the Pearl River Delta region had an average monthly income of about RMB 10,000. Now it has risen to RMB 15,000, and supply cannot meet demand.
“Now I think (the popularity of integrated die-casting/high-pressure die-casting) is very fast,” said Luo Yan, a researcher at the Intelligent Manufacturing and Equipment Research Center, to “Electric Vehicle Observer”: “As far as I know, some traditional automakers will launch new models with integrated die-casting components at the end of this year, and basically all other major automakers’ new models will be launched next year.”
Integrated die-casting, FSD, and CTC are regarded by investors as Tesla’s three technical killer moves, and they are also the cornerstone of Musk’s car-making concept of building cars like Lego, as well as a new manufacturing technology that NIO, XPeng, GAC, Volvo, Volkswagen, and Mercedes-Benz have all begun to develop and deploy.
But some people are not optimistic. Lü Qun, founder of Future Mobility, recently released a 3D-printed integrated body picture, commenting: “This is much better than Musk’s ‘one-time die-casting aluminum body.’ There is no need for personal worship in terms of technology.”
SAIC, BYD, GAC, and other companies are paying attention to integrated die-casting as cutting-edge technology, but there is no clear investment plan yet.
Is integrated die-casting a revolutionary technology for weight reduction, cost reduction, and efficiency improvement, or a process that has been overly mythologized?
Why are some people attracted to it, while others remain indifferent?
What are the technical barriers that still need to be overcome in the process of turning cars into Lego blocks?
This article is divided into three parts: “How Tesla reinvented integrated die-casting”, “Why some do and some don’t”, and “The current technical barriers of integrated die-casting”, with the reading difficulty increasing in turn. We wish you a pleasant reading.
How Tesla Reinvented Integrated Die-Casting
Thanks to Tesla, “integrated die-casting” has become a “hot word” in public consciousness in the past two years. However, just like Volvo road-tested autonomous driving technology as early as 2012, integrated die-casting has also been applied in automobile manufacturing for a long time.
Small-sized and complex-structured parts such as engine, gearbox housing, sub-frame, control arm, and steering knuckle are all manufactured through casting (including low-pressure casting and high-pressure die-casting) technology for one-time molding.Even die-cast aluminum body parts technology has already been used in mass-produced models: the 2018 Cadillac CT6 uses larger die-cast aluminum alloy parts, reducing the number of body parts from 227 to 31, with only the central part of the cabin made of steel, and reducing the number of body frame components by 20%, resulting in a weight reduction of 99 kg.

“Before Tesla came out, CT6 was the benchmark for integrally cast aluminum, representing the highest level of aluminum casting in body applications, and it was used very rationally.” a leader of a major automaker’s R&D department told the “Electric Vehicle Observer.”
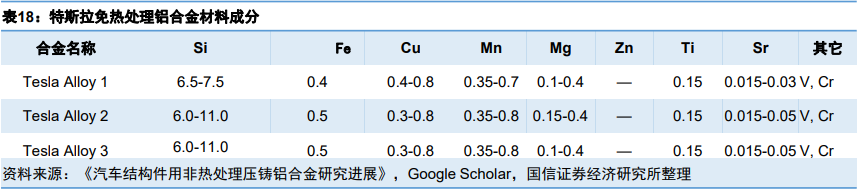
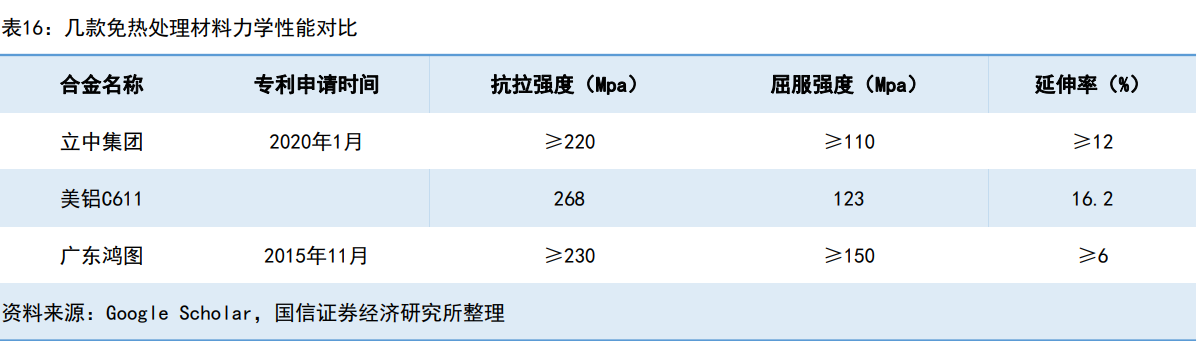
Moreover, the “heat-free material,” which is seen as the foundation of integrally castings, has already been developed.

In 2008, the Mn (manganese) Mg (magnesium) series 560 heat-free cast aluminum alloy developed by Alcoa was applied to the door parts of the Nissan GT-R, with a projection area of 0.5 square meters, a wall thickness of 2-3 millimeters, and a weight of only 5.5 kilograms, reducing weight by 35%.

During the 13th Five-Year Plan period, China established a development project for die-cast aluminum alloy materials for body parts, which can be die-casted into parts with a projection area of less than 0.5 square meters at a time, and has been successfully used in aluminum alloy shock absorber towers.

But when integrally cast parts upgrade from 0.5 square meters car doors, shock absorber towers to rear floor plates weighing 50-60 kilograms, or even battery shells of 3 square meters, the game is completely different.
From die-casting machines, heat-free materials to the integrally casting process at this scale, everything is blank.“It (Tesla) could think of using 6000 tons, or even 8000 tons of high pressure for one-piece die-casting technology and actually succeed, which is really amazing,” said the R&D manager. “This is something that traditional die-casters would not even consider. For traditional cars, processing performance and equipment performance would be considered. The materials and die-casting machines used in Tesla’s one-piece die-casting technology have surpassed the traditional automotive industry’s understanding.”
Yes, when Tesla had to complete the “quest task” of integrated casting of large body components, it needed to collect key materials, machines, and significantly upgrade process skills from scratch.
Key “materials” for collection tasks
The story began in 2015, when Alcoa released its EZCast (an aluminum alloy material with high fluidity, thermal stability, and low shrinkage rate) specifically developed for the high-pressure casting of thin-walled parts.
That same year, Musk recruited Charles Kuehmann, former Apple MacBook integrated aluminum alloy body development manager.
Kuehmann served as Tesla and SpaceX’s Vice President of Material Technology, and redeveloped Alcoa’s aluminum alloy materials, making them able to obtain key properties such as strength and toughness without the need for secondary heat treatment.
Tesla’s heat-free aluminum alloy die-casting materials Get!
The second task is the machine.
Previously, the maximum locking force of the die-casting machine in the die-casting industry was only 4400 tons. However, to ensure that the alloy solution fills the complex structure and mold cavity of parts larger than 1 square meter before the crystallization time, the mere 4400 tons of locking force is not enough. It needs at least 6000 tons – a “big machine” that has never been seen in the die-casting industry.
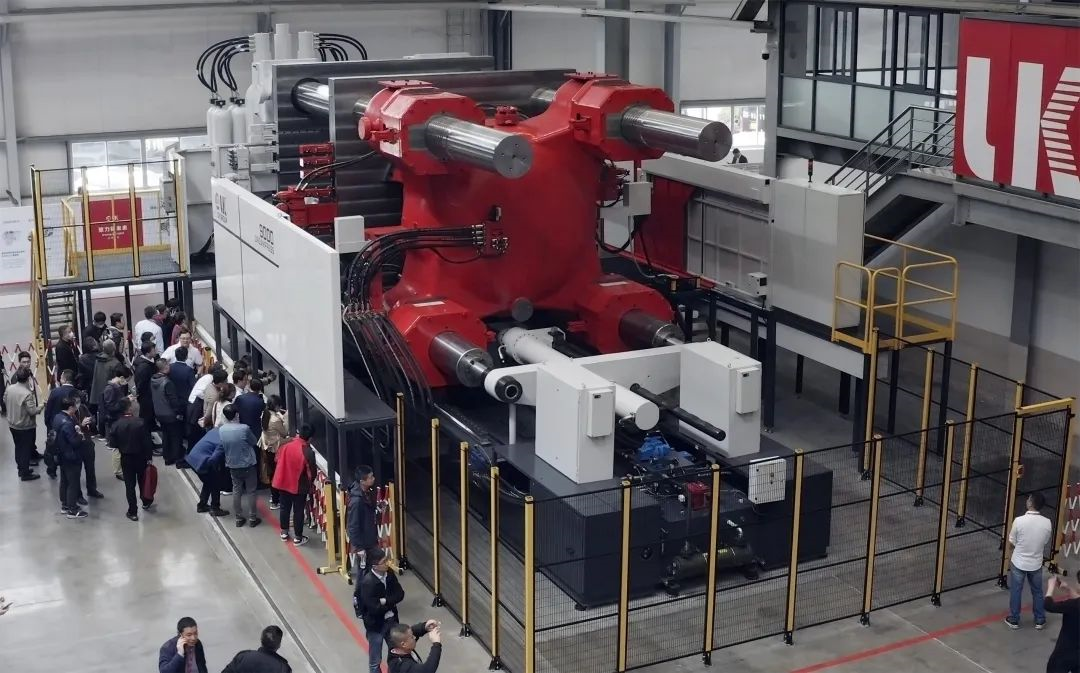
It is rumored that Musk approached six mainstream die-casting machine manufacturers at the time, and five of them refused due to the high cost of technological development or the belief that it would not be profitable. Only the Chinese die-casting machine giant LK Machinery was willing to take on Tesla’s integrated die-casting “battle car”.

An industry insider told Electric Vehicle Observer that with the significant increase in locking force, the mechanical, hydraulic and electrical control systems inside the die-casting machine need to be completely redeveloped. LK Machinery achieved complete independent intellectual property rights in this process.
Tesla’s first 6000-ton super-large die-casting machine in the world Get!
Having materials and core equipment is just the beginning. Upgrading the skills in integrated casting process is the ultimate challenge.
Mastering the ultimate process skill”Such a large-scale product is produced only by pushing the limits, using the entire process parameters and setting them to the limit state of the equipment in order to produce the parts,” said Liang Zhenjin, the technical director of Guangzhou Guangxing Mold Co., Ltd., which has served North American new energy vehicle companies, to “Electric Car Observer”.

An integrated die-casting unit (casting island) includes two core equipment, a casting machine and a casting mold, as well as peripheral equipment such as a melting furnace, insulation furnace, spray equipment, picking equipment, casting cooling water tank, edge cutting/cleaning of castings, conveying belt of cylinder internal liner, mold temperature controller, chiller, and 20-30 other devices.
As a project management team, Tesla needs to make a new type of heat-free aluminum alloy material, large-scale part molds, and the aforementioned 20-30 devices to work seamlessly together into a mature production system without any precedents or references.
First and foremost, the width of the process space must be pushed to its limits.
Process space: the size of the impact that changes in process parameters have on the key quality attributes of a product is called process space. A larger process space means that changes in process parameters have less impact on the key quality of the product, and vice versa.
With mature processes and equipment combinations, the process space is usually larger, with a wider process bandwidth and higher tolerance for the entire system. For Tesla’s all-new integrated die-casting system, the tolerance of the entire process is extremely low.
Secondly, the torture of equipment system process adjustments.
Tesla’s Texas factory is home to an integrated casting process exhibit.
Because suppliers needed to redesign each of the devices within the casting island to match equipment exceeding 6,000 tons, the entire casting island’s equipment came from more than a dozen vendors, requiring adjustment for hardware, software, procedures, and on-site design.“This was the first attempt at such a large part with interweaving influences from molds, equipment, materials, and design in the production process. It takes a long time and many attempts to identify where deviations occur. Therefore, early planning is particularly important,” said industry insiders.
Compared to traditional die-casting workshops, the production of large equipment like the 6000-ton integrated die-casting machine requires coordination between many devices. Problem-solving must be carried out on a tight production timeline while under pressure from all parties involved. “We had to do it with no experience,” said industry insiders.
Integrated Die-cast Nozzles
Despite the risks, the hard work paid off, and it has now become a hot topic in the capital market.
Material-wise: In 2019, Novelis upgraded its EZCast-NHT alloy, where NHT stands for “Non-Heat Treatable.”
On the machinery front: in 2019, LK Group unveiled the world’s first-ever integrated die-casting machine with a lock force of up to 6,000 tons. The company is currently the only enterprise in the world capable of mass-producing such large integrated die-casting machines, with over 10 die-casting islands already deployed in the mass production process.
Thanks to valuable experience in mass production engineering, LK Group has accumulated significant development, management, and construction team resources, becoming an entire integrated die-casting process general contracting unit that can provide “turnkey services” to foundry enterprises and automakers.
Over the past three years, LK Group’s stock has also increased a hundredfold.
Tesla, on the other hand, has proven itself as a manufacturing company through the innovation of the integrated die-casting process.
“About five or six years ago, we said we want to be the best manufacturing company on earth, which doesn’t really make sense at face value. But actually, it is our strongest competitive advantage,” said Musk during the Q2 earnings call on July 21.
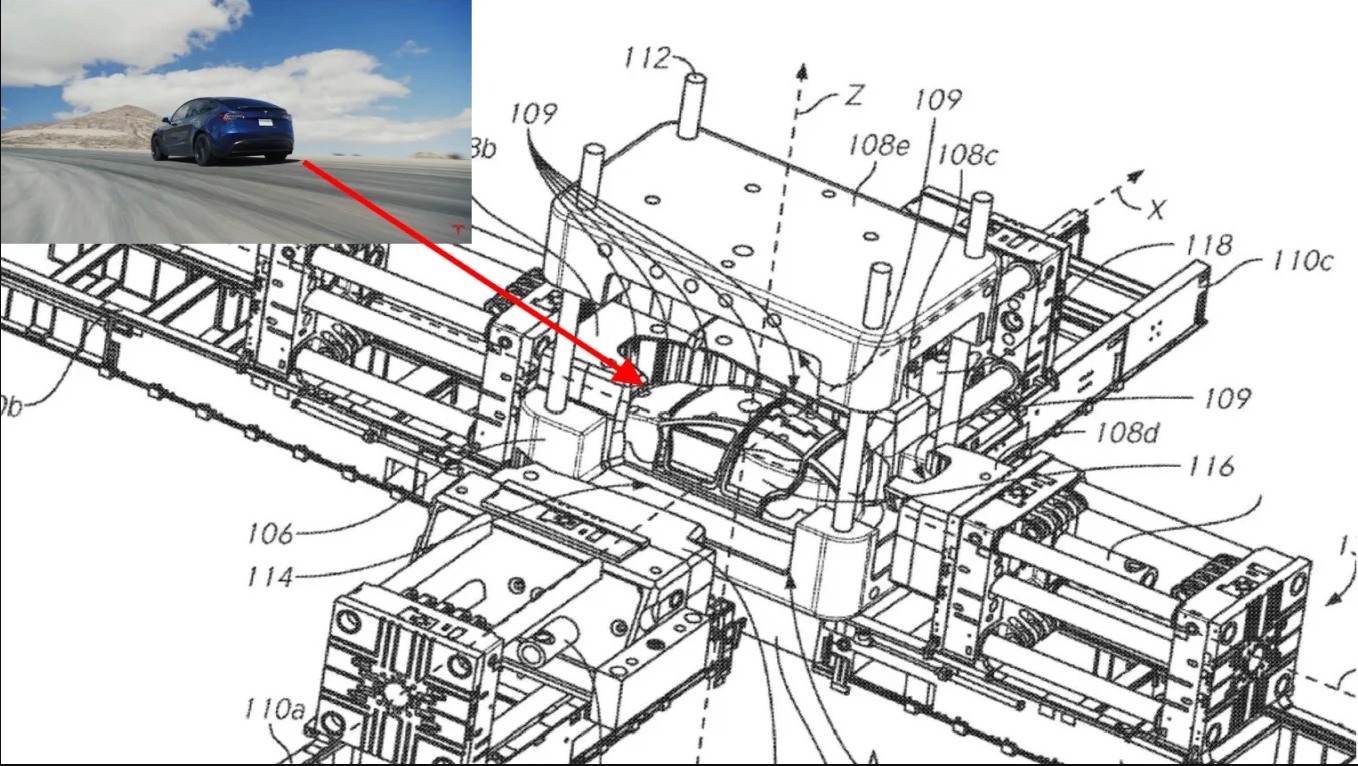
In 2019 and 2021 respectively, Tesla applied for patents for integrated die-casting molds for large components and integrated energy-absorbing castings.
In September 2020, Musk revealed that the Tesla Model Y would adopt an integrated die-cast rear floor assembly, reducing overall weight by 30% and manufacturing costs by 40%.
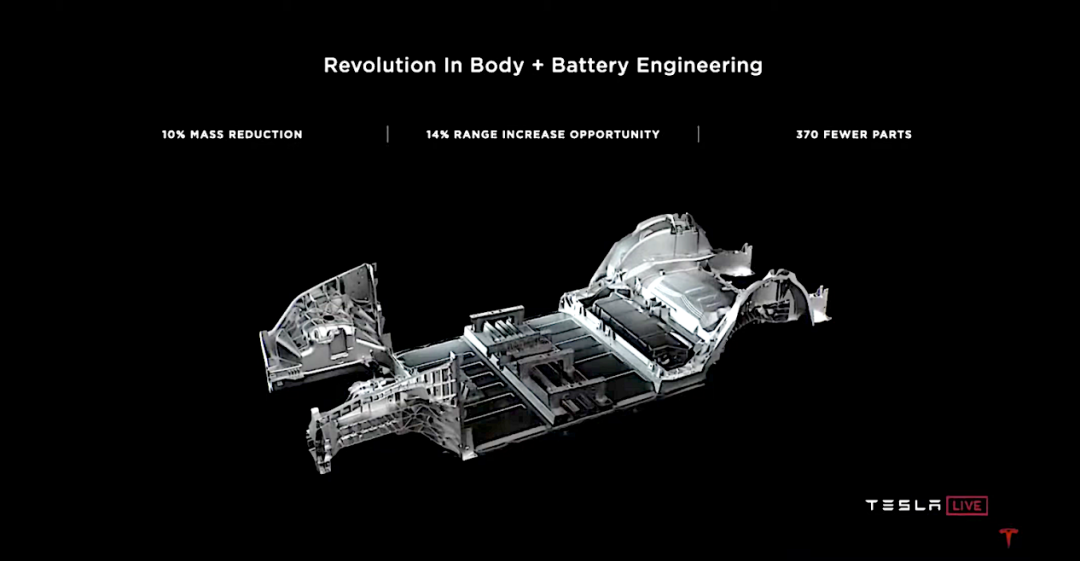
In 2021, at the Berlin factory open day, Tesla showcased its integrated die-casting chassis. The automaker plans to replace the underbody assembly consisting of 370 components with just two or three large die-casted parts, reducing the overall weight by 10% and increasing the vehicle’s range by 14%.
In Q2 2022, Musk announced that the number of body welding robots per unit of production capacity in Tesla’s Texas and Berlin factories had been reduced by 70%, and integrated die-cast parts are now lighter, cheaper, and have better NVH performance. Furthermore, Tesla’s upcoming electric pickup truck, Cybertruck, will bring “another level of simplicity and manufacturing improvement.”
Tesla plans to integrate the body into nine sections through integrated die-casting in the future. The market has given integrated die-casting a market valuation of tens of billions of dollars.
Do What is Worth Doing, and Leave Out What is Not Worth Doing
The Perfect Future of Integrated Die-Casting
As Tesla has turned the impossible into the possible, integrated die-casting has become a popular manufacturing technology.
A real shot of Tesla’s Berlin factory die-casting:
Volkswagen, Volvo, and Mercedes-Benz have all launched integrated die-casting production lines or unveiled components products.
The NIO ET5 has applied integrated die-casting to the rear floor;
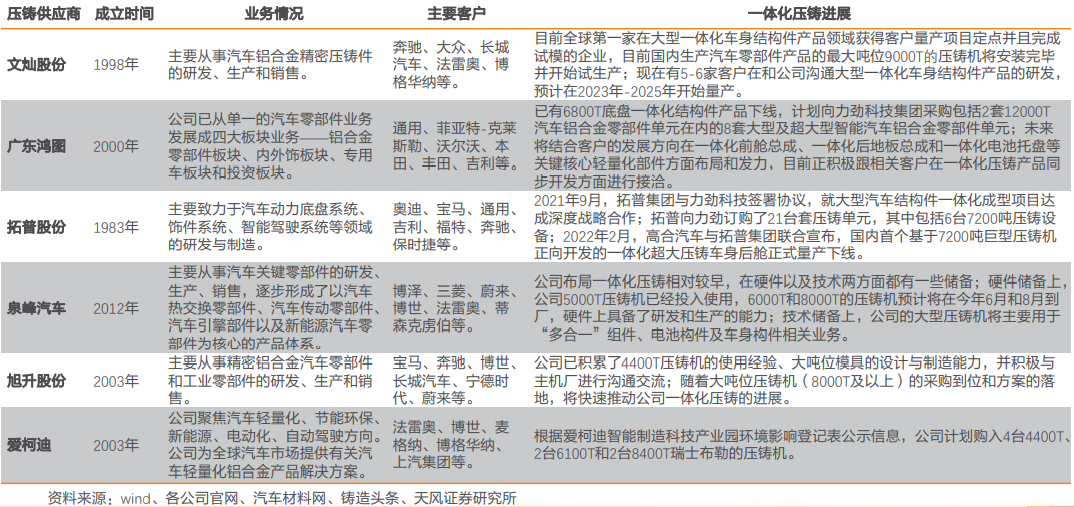
Xpeng Motors included an integrated die-casting process workshop in its Wuhan industrial base project application submitted last year and signed a cooperation agreement with Guangdong Hongtu for a 12,000-ton die-casting unit in January;
Great Wall Jinkou, Lijing, Saivda, and Longda Aluminum Industry (material company: Lianzhong Sun Company) implemented a strategic cooperation project for body structural parts in January, signing a purchase contract for an 8,000-ton die-casting island;
Gotion High-Tech and Topcast Group (castings enterprise) and Shanghai Jiao Tong University cooperated to officially mass produce the 7,200-ton integrated die-casting floor in February.
“Integrated die-casting is not just about weight reduction and reducing the number of components, but it is more important to conform to the future trend of less human dependence and automation,” said Great Wall Jinkou Automotive Co., Ltd. to “Electric Vehicle Observer.”
“The core behind integrated die-casting is integration driven by agility. As long as the user’s needs continue to evolve rapidly, integrated die-casting technology will continue to be applied,” Gotion High-Tech also said.## Electric Vehicle Observer has learned that the production capacity of several suppliers’ super-sized die-casting machines has already been scheduled for June and July next year.
The reason why the industry is catching up so quickly is that perfect integrated die-casting is perfect: lightweight, reduced production costs, greatly accelerated production rhythm, improved product precision and body material recovery rate, shortened development cycle and so on.
Cost saving in Manufacturing Equipment:
Guohai Securities calculated the cost of equipment, personnel, and manufacturing for the traditional process and the integrated die-casting process used for the floor of the car body. Taking a production line with an annual capacity of 500,000 vehicles as an example, the total cost of the traditional stamping welding process was about 630 million yuan, and the cost of the integrated die-casting process was about 480 million yuan, which could save an average of 300 yuan per vehicle for just the floor.
Luo Yan said: Integrated die-casting will mainly “replace” the two major processes of stamping and welding assembly now. “(Stamping, welding) workshop will be merged into a forming workshop. Once the car body can be completed by 3-4 die-casting parts, the welding workshop may be completely replaced.”
“According to our understanding, the host factories that have planned integrated die-casting production lines will reduce welding robots by 15%-25%.”
Shorten Development Cycle:
Guosen Securities research believes that integrated die-casting technology shortens the vehicle development cycle by one third. In traditional automobile manufacturing, for parts such as the body, interior and exterior, and appliances, it needs to go through three rounds of comprehensive matching to solidify the parts within the tolerance range, which usually takes 6 months and is characterized by long cycles, large workload, and high repetition.
Integrated die-casting simplifies the logistics and matching difficulty of parts, shortening the development cycle to 1-2 months.
He Shenghua, the general manager of Ningbo Shuyi Gonglian Technology Co., Ltd., told the Electric Vehicle Observer: “Integrated efficiency improvement lies in both production rhythm and reduced development systems engineering. The original structure consisted of hundreds of parts from different suppliers. Change required a huge coordination effort, while integrated die-casting simplifies the entire process and greatly shortens the supply chain.”
Improve Production Rhythm:
After adopting integrated die-casting process, the number of parts for Tesla’s Model Y floor components decreased from 70 to 1 (integrated) to 2 (joint type); The integrated die-casting body plan used in Tesla’s Texas factory can reduce the number of front and rear floor parts from 171 to 2 and welding points by more than 1,600.
The reduction in the number of stamping and welding points leads to a significant reduction in work hours.
 Under the traditional craftsmanship, producing a car body assembly will require two major workshops of stamping and welding, with a total working hour exceeding 2 hours. Previously, the die-casting time for the rear floor of Model Y was about 180 seconds. In the display of the Texas factory, the body manufacturing cycle time has been shortened to 45 seconds per vehicle.
Under the traditional craftsmanship, producing a car body assembly will require two major workshops of stamping and welding, with a total working hour exceeding 2 hours. Previously, the die-casting time for the rear floor of Model Y was about 180 seconds. In the display of the Texas factory, the body manufacturing cycle time has been shortened to 45 seconds per vehicle.
According to the research of Guosen Securities, considering factors such as maintenance and repair, the five large-scale die-casting equipment in the Shanghai factory can meet a maximum production capacity of 600,000 rear floors of car body per year. In July, Tesla’s Shanghai factory stopped working again for technological transformation. At the end of the year, it will reach a peak production capacity of 1.1 million vehicles per year (reported by Reuters). This is a production capacity scale that no single traditional vehicle factory has ever achieved.
Improving body part accuracy:
“The accuracy of the next-generation Model Y model will be measured in micrometers, not millimeters,” said Musk.
The improvement in accuracy of body parts is not only helpful for better achieving aerodynamic design, but is also more useful for arranging various types of autonomous driving sensors more effectively to meet their requirements for installation accuracy of yaw angle, pitch angle, and roll angle.
In contrast, the accuracy error of traditional body manufacturing technology is within 2 millimeters due to the accumulated error caused by the large number of parts assembled.
Improving material recycling efficiency:
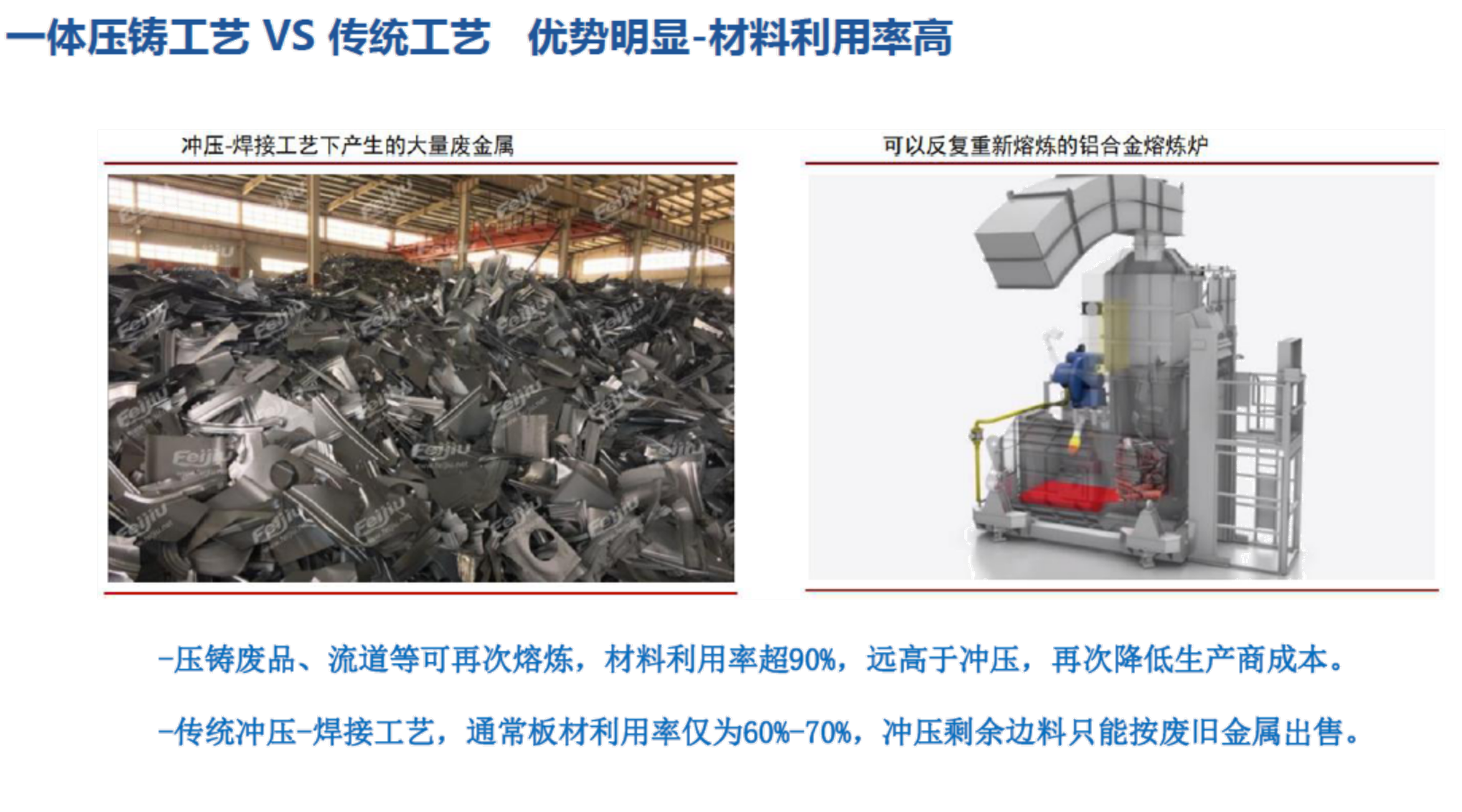
Due to the use of a single material and the high-pressure die-casting technology itself conducive to material recycling, Guosen Securities calculated that the raw material recovery rate of traditional manufacturing technology is less than 70%, while the raw material recovery rate of integrated die-casting manufacturing technology is more than 95%.
The imperfection of integrated die casting at present
However, the problem is that the current integrated die casting is still imperfect.
Comparison between the integrated die-casting rear and front floor of Tesla’s Texas factory with the original parts:
Tesla has joined hands with the die-casting industry to achieve the integration of die casting from 0% to 90%. The more difficult 10%, which can truly realize the above-mentioned benefits, is still in the stage of various parties’ efforts. This is also the reason why some mainstream car companies still adopt a wait-and-see attitude towards integrated die casting and only regard it as a forward-looking issue.The R&D director mentioned, “If the lightweight effect is not significantly advantageous, and there is no significant cost improvement, there is not much significance to the (mass production) of the integrated casting technology. We should still evaluate it from the perspectives of quality, cost, and technology.”
Even for companies that have already started to layout, such as Great Wall Jinggong, they stated, “After our calculations, currently the integrated casting technology does not have cost advantage. However, as the industry technology continuously updates and develops, the manufacturing cost will certainly decrease in the future. Therefore, we believe that the integrated casting technology has huge development potential in the future.”
The integrated casting technology with a completion rate of 90% is still very immature in various aspects such as weight reduction effectiveness, production scale, production stability, whole vehicle performance, and after-sales system.
Ineffective Weight Reduction:
Tesla’s goal in establishing the integrated casting technology is to reduce the weight of electric vehicles through the extensive use of aluminum alloy. However, from the practical results, it is currently in an ineffective weight reduction stage.
After disassembling the two generations of integrated castings for the Tesla Model Y, car manufacturers discovered that:
- The first generation (separate left and right, bolted in the middle) weighed 54 kg;
- The second generation (completely integrated, with added rear longitudinal beam) weighs 65 kg.
Compared with the same-position components of the Tesla Model 3 on the same platform, they were reduced by 0.5 kg and 3.4 kg respectively. In contrast, a certain domestic brand’s all-aluminum components in the same position with steel wheel covers weigh 42 kg, even 12 kg lighter than the first-generation integrated castings of Model Y.
The problem lies in the current process of integrated casting technology.
As a high-pressure casting process, the integrated casting technology is intended to use a very high injection speed to allow the alloy solution to fill the mold within a limited time and to manufacture thin-walled components. However, as the mold expands, the time and pressure required for the position farthest from the inlet also increase substantially. Therefore, the wall thickness of the component has to be increased to lower the filling difficulty and achieve the process.
For example, the wall thickness of an ordinary steel plate wheel cover is only 0.7 mm, while that of the Tesla Model Y is 2.5 or even 3 mm. The above-mentioned R&D director stated, “It is (designed) thicker due to considering the process, which caused ineffective weight reduction.”
Great Wall Jinggong also indicated that the weight of the rear floor of the integrated casting is about 55-63 kg. “If looked at individual parts, there is currently no significant weight advantage over the sheet metal parts. However, based on the practical experience of domestic car manufacturers, the design changes made for the body due to the adoption of the integrated casting technology indeed have a weight reduction effect on the entire vehicle.”
Material Performance Affects Whole Vehicle Performance:Currently, both Tesla and NIO have adopted integrated casting technology in the rear floor positions. Because rear collisions are mainly supported by the rear bumper beam and rear longitudinal beam, the impact force is relatively small when transmitted to the rear floor, which has little impact on the overall safety of the vehicle.

“The mechanical properties of heat-treated aluminum alloy materials used in integrated casting cannot match those of steel plates, or even hot-formed steel plates, based on their material characteristics,” said Zhengjin Liang, “Therefore, the target values for overall vehicle design and safety design-related information need to be re-examined and cannot be entirely benchmarked against steel body parts.”
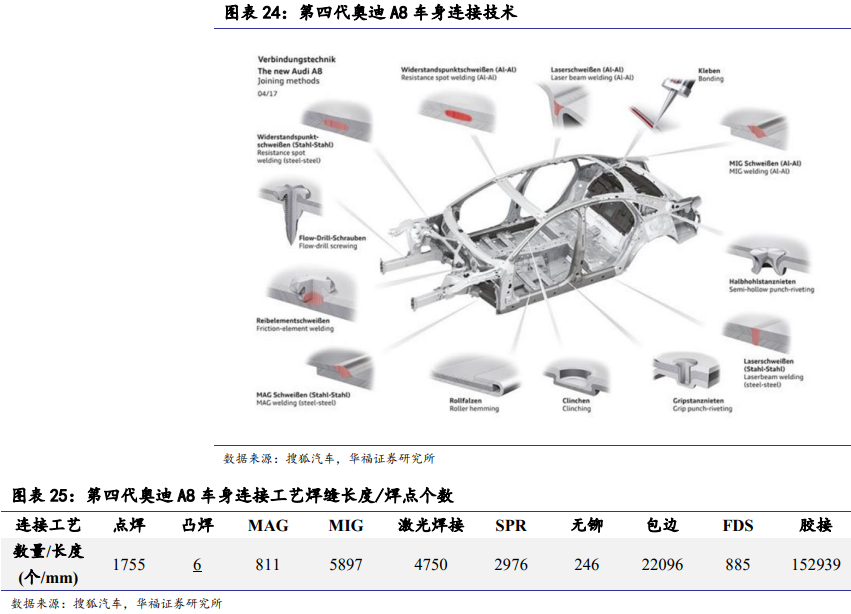
Previously, the entire body was also given certain overall performance through the splicing of parts. The body connection technology mainly uses FDS (one-sided self-tapping screw connection), and SPR (self-piercing riveting technology is a cold forming process that forms a firm interlock between rivets and sheet metal).
“That process has certain requirements for the plastic deformation ability of aluminum alloy, requiring that the thread does not crack when it is formed into a rivet after deformation. When the ability to deform decreases, it will also affect the performance of the connection process.”
“The plastic deformation ability of the material is generally evaluated by means of bending. The bending angle of traditional T7 heat-treated cast aluminum alloy is generally around 60 degrees. However, there is still some gap in the current market for heat-treated cast aluminum alloy without heat treatment.” The aforementioned R&D manager said.
Therefore, vehicle models planned to use integrated casting technology need to be redesigned or the path of transmission of collision forces needs to be changed to avoid integrated casting materials or to use high-strength steel to manufacture reinforcements.
“Currently, to our knowledge, Tesla’s front floor needs to match the redesigned power transmission path of the vehicle due to the use of integrated casting technology, which is completely different from the transmission path of traditional steel/aluminum hybrid bodies,” said Yan Luo.
High-Scale Threshold and Low-Quality Yield:
Moreover, to deploy integrated casting, companies must have the ambition of producing 20 million vehicles per year, like Tesla.
“The core threshold for integrated casting is to achieve stable production,” said the aforementioned industry insider, “The most economical scale for integrated casting large components is one-time continuous production of 5,000 (10 days) to 20,000 (30-40 days) pieces.”
Without a large enough scale, integrated casting is not a “good business.”Investors calculate that a casting island with a cost of 100 million yuan produces an output of about 200 million yuan per year, among which more than half of the cost is material cost and the proportion of manufacturing cost is over 30%. After deducting management expenses, “there is not much left, and the asset is too heavy.”
According to the analysis of Western Securities, in order to achieve a gross profit margin of 25-30%, which takes into account operating costs and annual output, a 6800-ton casting island is needed to produce 100,000 pieces per year, with a requirement of all-day operation and a yield rate of 80-85% during batch production.
Currently, the yield rate of integrated casting technology has only just exceeded the breakeven point, while the yield rate of traditional steel body stamping parts can reach 99%, and that of casting parts below 4400 tons is over 95%.
According to EV Observer, Tesla, which was the first to implement integrated casting technology, currently has a yield rate of only 90%.
Talent and After-sales Challenges:
In addition to the material and process issues of integrated casting, talent and after-sales are also key challenges for its comprehensive implementation.
As a small industry, casting has a shortage of highly skilled professionals, and companies that want to adopt integrated casting need a highly skilled team to ensure continuous and stable production. “Tesla is still hiring casting personnel,” said Luo Yan.
In addition, after-sales is also a problem. Previously, a Model Y owner of Tesla exposed that the repair cost was nearly 200,000 yuan due to the collision of the rear shock absorber, while the vehicle itself cost only 280,000 yuan.
Industry insiders believe that Tesla will reduce after-sales costs through its landing of advanced intelligent driving assistance capabilities and its accurate insurance system to reduce collisions.
However, Luo Yan told the EV Observer that some automakers are exploring to address the after-sales maintenance pressure caused by collisions by redesigning the transmission path at the material and component design level so that parts do not participate or partially participate in collisions, and by developing innovative casting aluminum alloy repair technology.
The Last 10% of the Solution
“Person, machine, material, method, and environment all have to be done very well before it can work,” said an industry insider. The yield rate of integrated casting process needs time to improve from 90% and above.
Luo Yan shares the same opinion: “The difficulty of integrated casting lies in the coordination of materials, processes, molds, and equipment. Everyone is exploring, and Tesla has a lead of 3 to 5 years.”
The automobile industry’s four major processes of stamping, welding, painting, and assembly have formed a complete set of technical skills, stable production processes, and highly adaptable mass production rates after nearly a hundred years.
From Tesla’s release of the Model Y with the integrated floor to now, the integrated casting process has been on the market for less than two years, and personnel, machinery, materials, process methods, and environmental systems are still struggling to mature towards 100% adaptation.
Benefits Lost without Heat Treatment”In theory, we cannot use Tesla’s patented material directly. In practice, Tesla’s materials may not be suitable for all car manufacturers and models.” An expert in the field of materials stated at the end of 2021, “Among the materials that we, as leading manufacturers, are currently testing, there are also ingredients similar to Tesla’s materials. However, in my understanding, the actual effect is not very good. Instead, some other types of materials seem to have a greater chance of success at present.”
The limitation of heat insulation materials is the core reason for the wide application of integrated die-casting technology.
Heat treatment is the main method for obtaining/strengthening the performance (such as strength, plasticity, impact toughness, hardness, fatigue strength, etc.) and adjusting the internal crystal balance of traditional die-casting parts.
Die-casting parts are generally treated with T7/T6. The specific aspects are as follows: T7: solution treatment and stabilization treatment, manual correction is difficult; T6: solution treatment and complete artificial aging, the deformation of the workpiece after this heat treatment can only be corrected by flattening.
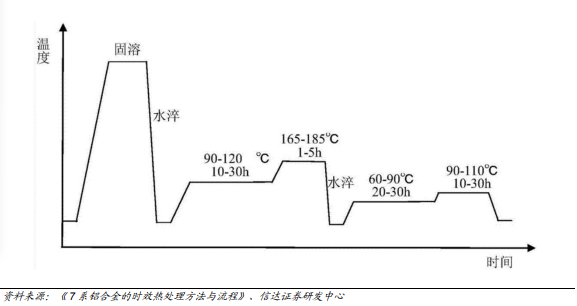
However, the secondary thermal expansion and contraction caused by heat treatment will cause changes in product size, or may cause pores. Small parts can be corrected by shaping fixtures (shaped using molds) and other methods.
In the die-casting process of large structural parts, the temperature, pressure, and mold flow are more difficult to control, and the product deformation caused by heat treatment will be more serious. The cost of later shaping is extremely high, and the process is more complex, making it difficult to achieve commercialization.
Therefore, traditional aluminum alloy materials used for die-casting, which require heat treatment to enhance their properties, cannot meet the mass production requirements of integrated die-casting large components.
Thus, heat-free casting aluminum alloy materials that can obtain the corresponding mechanical properties without heat treatment are needed.
However, after avoiding the “troubles” caused by heat treatment-induced deformation, heat-free materials also lose the opportunity to obtain stronger mechanical properties and adjust the balanced internal crystal structure of the alloy through heat treatment.
Larger workpiece sizes and more complex shapes further exacerbate these issues.
Therefore, heat-free materials currently face two major challenges in terms of the materials themselves: how to achieve higher mechanical properties comparable to stamping parts, and how to reduce the sensitivity of part properties to internal defects/internal structures of the alloy.### What kind of thermal insulation material is needed?
The two main problems in the process related to the material are: how to ensure the overall performance balance of large parts, to avoid inconsistent performance such as strength/toughness between different places; and how to solve the problem of poor connectivity performance due to insufficient material ductility.
To clarify the material performance required for thermal insulation materials, it is necessary to re-design and research the structural integrity of integrated parts from the initial design, and then use simulation analysis to determine the strength and collision extension requirements for each part.
And this can only be achieved by starting from the automaker. Material experts say: “Currently (end of 2021) some of the requirements put forward by domestic automakers are very rough and still inaccurate. Car companies are also trying integrated casting parts, and material factories are not clear about the specific situation.”
Great Wall Precision said: “The integrated casting material differs from conventional products in terms of strength and toughness mainly because of differences in product functionality. As a body component, its main function is to improve the strength and rigidity of the body, while in terms of toughness, it is mainly based on the shock absorption of the body and connectivity requirements.”
Currently, some companies have made breakthroughs in more formed thermal insulation aluminum alloy casting materials.
Germany’s Röchling, Alcoa in the United States, and China’s Lianzhong Group and the materials team at Shanghai Jiao Tong University have patents on thermal insulation materials. However, according to experts interviewed by Electric Vehicle Observer, Lianzhong Group’s thermal insulation materials are still mainly used in small foundry parts, and the mainstream commercially available thermal insulation materials for integrated casting parts are still based on Alcoa’s materials.
In specific applications, Tesla is more advanced in assessing the performance of thermal insulation materials.
Luo Yan said that after secondary development, Tesla’s material strength applied to the front compartment may increase by more than 50% compared to the rear floor. “Normally, after the strength is increased, the toughness will be slightly reduced, but from what we currently know, the aluminum alloy material in the front compartment is also well controlled in terms of toughness.”
In addition, many domestic car companies and foundry companies have announced that they have the development capabilities for thermal insulation materials.
In October 2021, NIO and Shuaiyi jointly developed the EZCAST series of integrated casting thermal insulation and toughened aluminum alloy materials, which will be used in second-generation platform models.# Summary
In December 2021, Huachen Yutong Gaohe Auto and the National Engineering Research Center for Light Alloy developed a strategic partnership with Shanghai Jiaotong University in the development of new materials and low-carbon lightweight alloys, which resulted in the global launch of TechCast™ ultralarge cast low-carbon aluminum alloy which requires no heat treatment. In February 2022, Top Auto and Huachen Yutong Gaohe jointly entered the production of a 1700mm*1500mm auto body, achieving 15-20% weight reduction.
Within China, Luo Yan, the deputy director of the National Engineering Research Center for Light Alloy at Shanghai Jiaotong University, expressed that high-performance integrated die-casting and heat-free casting aluminum alloys of materials research teams at Shanghai Jiaotong University, Tsinghua University, Beihang University and other institutions have already passed laboratory tests with technology maturity level 5 and 6, and have entered the mass production testing stage while actively seeking mass production opportunities.
To address the issue of the subpar performance of heat-free materials and its impact on connection technology (especially SPR) performance, some automakers have already developed technology to ensure connection performance under low ductility conditions.
However, the development of aluminum alloy materials for integrated die-casting is still in the initial stage, according to Huachen Yutong Gaohe. Material suppliers, die-casting suppliers, and research institutions are promoting their own materials, but the final selection of materials relies on comprehensive considerations of the targeted parts’ basic performance, manufacturing performance, and cost from the automakers. In the long run, the aluminum alloy material for integrated die-casting is expected to form a differential and series brand system to meet the personalized needs of automakers and parts. Lu Guobin, vice president of Huachen Yutong Gaohe, stated that “Grasping the demand of parts based on vehicle performance is the key to controlling development goals and improving product qualification reasonably.”
To meet the requirements of the process, the standard is lowered. According to Liang Zhenjin, Chairman of China Die Casting, the current development system of the entire industry for integrated die-casting is not yet sound, and research on the basic principles and refinement is still needed. Therefore, learning the bottom-up principle of die-casting technology again is needed to develop integrated die-casting technology.
Finally, compared to the 0.7 mm thickness of steel stamping wheels, the 2.5-3 mm thickness of the one-piece die-casting Model Y wheel made with Tesla’s 6000-ton die casting machine eliminates the weight reduction caused by aluminum alloy materials, achieving an effective weight reduction.The reason for “thickening some areas of the product wall thickness appropriately is to ensure the far-end filling and mechanical properties after molding of the Y-model integrated components,” said Liang Zhenjin, due to the current ability of the die-casting island system.
Currently, the outside world takes the locking force of the die-casting machine and the projected area of the die-casting parts as a quantitative standard for what kind of machine can make large-scale workpieces. For example, a locking force of 6,000-7,000 tons can cast parts with a projected area of 1 square meter; and a locking force of 12,000 tons is required if the projected area of the floor, including battery compartments, is greater than 1.5 square meters in a pure electric pickup.
“But this simple correspondence does not apply to practical practice.”
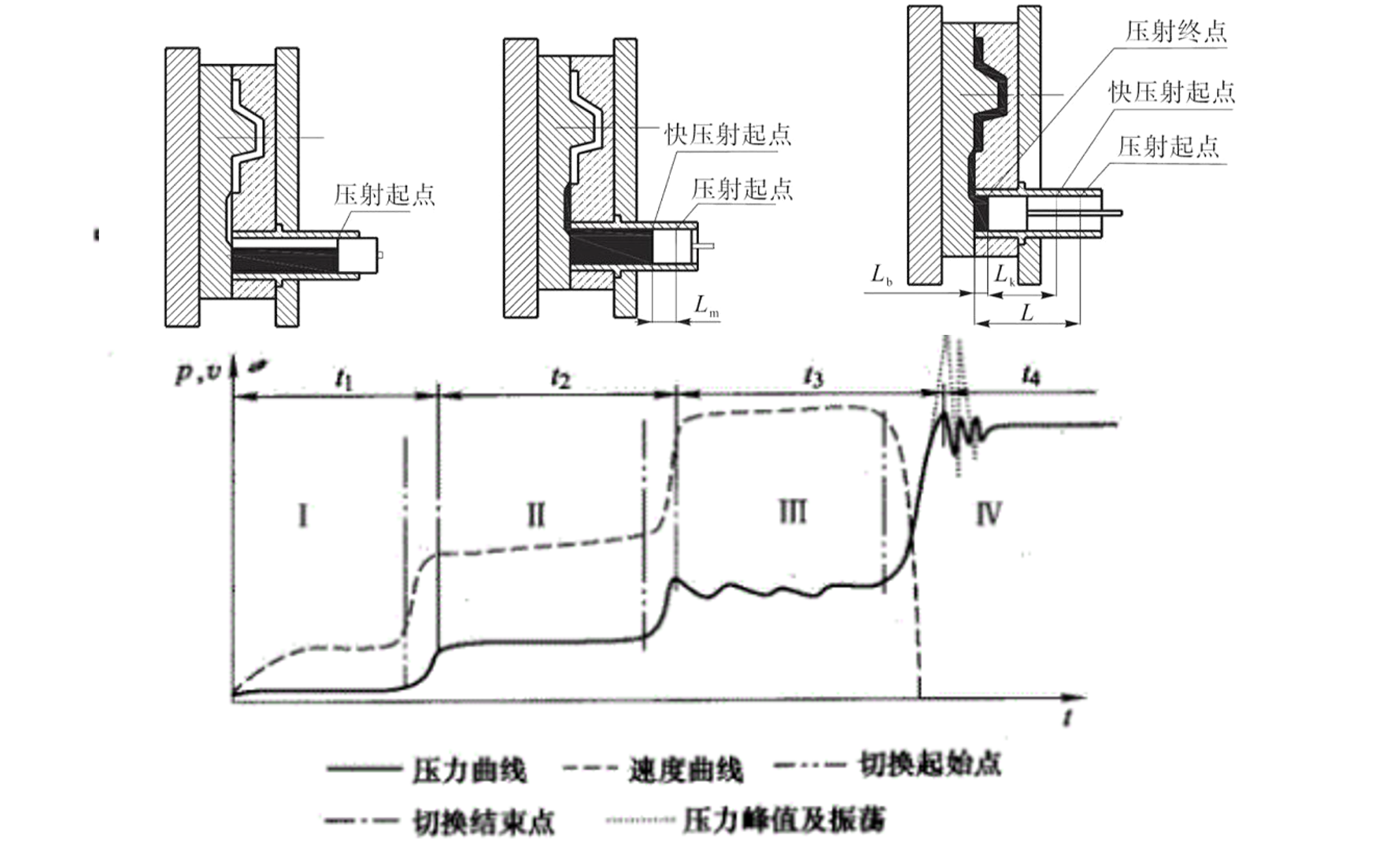
In the practical process, Liang Zhenjin realized profoundly that the projected area only involves bulging force. During the die-casting process, when the filling is completed and the pressure-increasing stage is turned on, the pressure acting on the solidifying metal is larger than the pressure. It is called bulging force, which is transmitted to the cavity wall through the metal casting pouring system and requires arranging molding tools to withstand the process parameters.
“More importantly, it is necessary to obtain a fast enough filling process. This means that a fast enough speed is needed-which involves equipment flow Q, and corresponding pushing force under the speed-dynamic injection force P.”
“If the average wall thickness of parts with a projected area of about 1 square meter is too thin, or the mold channel is too complex, with the current level of dynamic injection force and flow rate of 6,000-7,000-ton-level presses, the purpose can often not be fully achieved.”
“Because the power provided by the equipment system during the filling process is not enough to overcome the resistance (in the complex cavity).” Liang Zhenjin said: “Factors such as the molding of parts and the distribution of wall thickness during the filling process, and the design of the pouring system are more important factors in measuring the compatibility between parts and equipment.”
Learning the principles and re-understanding the casting process
However, to consider the above important factors, the prerequisite is a deep understanding of the underlying principles of the die-casting process. For example, the filling time, a crucial process parameter during the die-casting process-meaning to complete the filling of the alloy cavity within this time.
Because the fluidity of the alloy has a certain time/temperature range, when it exceeds the range and enters the crystallization zone, once the crystallization begins to form, the fluidity of the alloy will decrease significantly, making it difficult to fill the cavity or affecting the surface quality and performance of the part.
“There is already a mature calculation formula for the filling time-the NADCA (North American Die Casting Association) filling time formula, which is one of the underlying principles of the casting process.”
However, the accuracy of the formula calculation depends on the accurate grasp of the surface elements. Such as the solid-liquid phase line temperature of the alloy, the working temperature of the mold, the average wall thickness of the product design, etc.
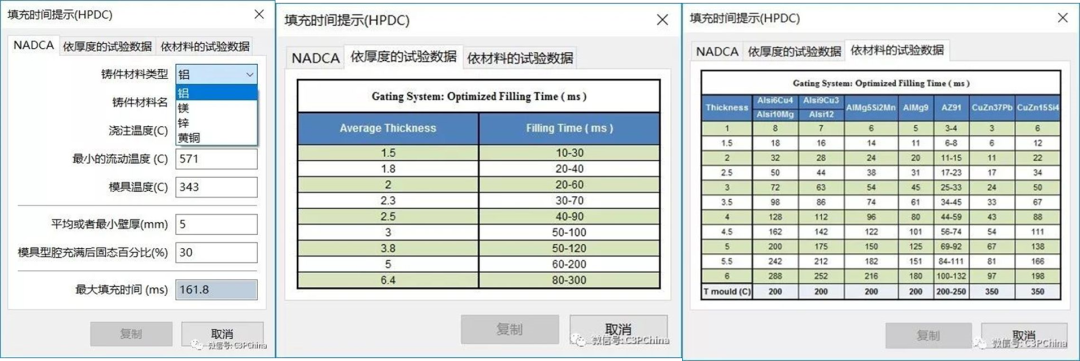 The accuracy of surface elements is based on the grasp of physical properties, such as the physical characteristics of heat exchange, the material flowability, the crystal structure generated in the forming process, the cooling and shrinkage state of the alloy forming, and the corresponding temperature range, etc.
The accuracy of surface elements is based on the grasp of physical properties, such as the physical characteristics of heat exchange, the material flowability, the crystal structure generated in the forming process, the cooling and shrinkage state of the alloy forming, and the corresponding temperature range, etc.
Multi-layer characteristics and element conditions will form a mathematical model, and the accurate filling time range will be output through filling alloy formulas.
“As far as the principle is concerned, the Americans have researched it out a long time ago. But the research of the domestic die-casting industry on basic principles is relatively slow, and only about 30% of enterprises have started to pay attention to it now,” said Liang Zhenjin.
As with all accumulation processes of principles and know-how, the underlying principles of casting technology are also built on a large number of experimental analyses. It requires numerous laboratory explorations and time accumulation.
The reason why domestic die-casting enterprises conduct less research on the principle level is because it was “not necessary” in the past. Previously, die-cast parts were relatively small, and there was ample process space for existing die-casting equipment – for example, die-casting machines can provide injection speeds of 5 meters/second to 12 meters/second. When the parts were smaller, the equipment had sufficient capacity to fully control the filling process.
But when the die-cast parts changed from products at the level of the longitudinal beam to parts of this size and complexity, the process space would suddenly shrink to the upper limit of the equipment’s capacity.
“Therefore, the accuracy of basic principles and underlying calculations/verifications is very high,” said Liang Zhenjin: “You need to understand the underlying calculations/verifications before you can achieve the required processes for the components on the surface.”
The lack of understanding of underlying principles is also reflected in industrial division of labor.
Based on the part design, in the European, American, and Japanese systems, the adjustment of pouring and draining systems, which are related to how the alloy solution enters the mold and releases pressure, are designed by casting engineers of die-casting factories. Mold companies are only responsible for designing the mold structure and then managing the mechanical processing of the mold.
However, many domestic customers require mold companies to participate or have this ability. The reason is that mold companies have more contact with various links and have more experience to draw on.
But as one-piece die-casting of super-high pressure and large-size parts pushes the process space to the limit, not only material suppliers, but also various links and chains of manufacturing processes will need to learn and break through the underlying principles at the principle level, especially the automakers.
Therefore, automotive body designers of automakers need to have a very deep understanding and grasp of the underlying principles and know-how of the collision force deformation, overall collapse and other situations of body components of different materials and parts, such as steel, steel-aluminum hybrids, and heat-free cast aluminum alloys. They may even need to have a certain understanding and recognition of die-casting and other manufacturing processes.
Fortunately, in the past half year, with the continuous improvement of die-casting island equipment capabilities, the process space of one-piece die-casting has become larger.In November of last year, the first domestically self-developed project of a two-section splicing body has been launched and entered its fourth round of debugging, whose performance has basically met the requirements of mass production. “The appearance quality and operation stability of the casting are much better than those of similar products abroad,” an expert in the industry said, adding that “the extension rate of the castings produced by the integrated die-casting front and rear cabin molds that have entered the experimental stage currently reaches 10% for the front cabin and 8% for the rear cabin.”
Accumulating Simulation Data
“Aluminum alloy casting itself is a very complex molding process. It is still difficult to accurately predict the mechanical properties of each component when designing the parts at the beginning. There is still a lot of work to be done.” Liang Zhenjin said: “Once this work is done well, it can push the accuracy of parts structural design, clarify the mechanical properties each part should have, and the focus of each part of the car body, thus improving the effectiveness of parts design and ensuring its economy.“
“Now, we have arranged redundancies to ensure the integrated die-casting process, which needs improvement of accuracy and reduction of redundancies in order to achieve weight reduction, energy conservation, and emission reduction.“
“This work” refers to the collection and analysis of trial and practical data in the integrated die-casting process, and the establishment of a professional team for integrated die-casting and a simulation database.
For example, in the design of the pouring system, the part size is large, the structure is complex, and the aluminum alloy solution has a sensitive crystallization period. In order to ensure that the aluminum alloy can fill the cavity within the specified time, the fluid flow in the mold needs to be simulated accurately, optimizing the flow channel design, including the inlet and exhaust ports.
Not only the pouring system, the design of the car body parts and the casting process also require such highly accurate simulation processes. “High-pressure die casting has technical difficulties and problems due to its high temperature, high pressure, and high flow rate. In addition, integrated castings often have defects such as porosity and air bubbles.“
Luo Yan said: “All of these are a new exploration stage for OEMs and component companies. Simulation is based on the accumulation of big data in the early stage for future predictions. Therefore, predictions are inaccurate in the early stages of lacking accumulation (leading to low yield rate and other problems).“
“With OEMs gradually mastering data accumulation, as well as basic methods such as trial modeling, adjusting process parameters, and optimizing flow channel designs, product yield will improve under the cooperation of the entire industry chain.“
The accumulation of simulation data will depend on the joint promotion of the casting team and industrial big data software.Industry insiders have stated that although die-casting machine and die-casting plant teams are now available, it does not mean that the host factory can fully rely on the supplier’s turnkey project. Instead, they need to master the KNOW HOW of the integrated die-casting process: on the one hand, to achieve stable high yield production rates, and on the other hand, to accumulate experience for subsequent parts development.
“The number of equipment and the complexity of operation in an integrated die-casting island have greatly increased, making it difficult for process engineers who came from ordinary die-casting plants to quickly get started,” said one insider. “This requires the host factory to have its own process team with a deep understanding of the entire die-casting process and the characteristics of each type of equipment. It can be quite challenging for just one or two people, and it is more scientific for a larger team where each person is responsible for several types of process equipment.”
“At the same time, industrial big data software will also accelerate the maturity of integrated die-casting industry chain technology,” said He Shenghua. “Casting has high requirements for process parameters, and exceeding 90% can no longer be achieved solely by relying on the experience of the masters. It is necessary to rely on big data analysis platforms for process quality, IoT data collection, and even many deep learning algorithms.”
Currently, Digital Factory, produced by ShuE YanTech, connects all equipment in the die-casting island with digital software to collect all process parameters, as well as the test data for product quality inspection, to establish a data model for the big data analysis platform for process quality.
“With the accumulation of data, we can see the raw material composition, mold temperature, molten aluminum temperature, die-casting machine process parameters, spray liquid composition, spray path, etc., which will increase the qualification rate of integrated die-casting products,” said He Shenghua.
In April, the all-transparent die-casting industry digital factory project between Haiwei Company and ShuE YanTech officially launched.
The system includes 14 modules and 35 functions for planning, reporting management, mold management, quality management, equipment management, exception management, and other aspects, achieving goals such as real-time acquisition of equipment IoT, real-time production reporting data, real-time transparent inventory data, and full traceable quality control standards. It will build a digital, intelligent factory with traceable processes and quality.
Compared to the still struggling insulation materials, casting systems, and overall processes, the technology maturity of die-casting machines and die-casting islands is relatively higher, and they are moving towards a “larger” direction.
“As the leading enterprise of large die-casting machines, Jingjinnuo already holds a market share of more than 50% in the field of integrated die-casting,” Luo Yan, a die-casting insider, told the Electric Vehicle Observer. “Previously, the large die-casting machine sold to Tesla was still a three-board structure. Now, its research and development of straight pressing die-casting machines have entered the mass production stage.”
Currently, the mainstream structural design of die-casting machines is divided into two-plate and three-plate press.The locking force of a three-plate die-casting machine is only one, while the two-plate machine can flexibly control the locking force within a certain range by using a servo motor. Swiss company Buhler excels in the design of two-plate presses.
According to Luo Yan, compared with the past, the biggest advantage of direct pressure and two-plate presses is better production line flexibility, in addition to equipment life, stability, and die-casting machine size.
“The die-casting process involves a series of parameter designs such as injection speed, filling time, and mold temperature, which are interrelated and directly affect product quality.”
“The price difference between direct pressure, two-plate, and three-plate presses of the same tonnage is not significant. The difference between direct pressure and two-plate presses and three-plate presses lies mainly in higher requirements for the basic parts of the press and design of the press structure.”
In terms of market application, Lijin currently has a considerable first-mover advantage.
It is understood that Buhler, Yizhimie, and Haitian have respectively received contracts for 6,000-ton and 8,000-ton high-pressure die-casting machines orders, but have not yet delivered. Lijin already has more than 10 integrated die-casting islands in terminal operation.
“After delivering the 6,000-ton machine to Tesla, Lijin has obtained purchase contracts for 9,000-ton and 12,000-ton machines, entering the mass production stage.”
Integrated die-casting has already established a foothold in automobile factories, and in the long term, it may change the automobile factory.
Combined with other materials and process innovations, integrated die-casting may make automobiles highly integrated and easy to assemble like LEGOs, making the most challenging sector in human industry – automobile manufacturing – easy.
This is Elon Musk’s dream, an awe-inspiring dream.
However, developing a technology from nothing to something and then into something better often requires a long time and painful tempering process. For mature, reliable, and perfect automobile manufacturers, whether to invest in integrated die-casting or not is a difficult choice.
This article is a translation by ChatGPT of a Chinese report from 42HOW. If you have any questions about it, please email bd@42how.com.