
Author: Zhu Yulong
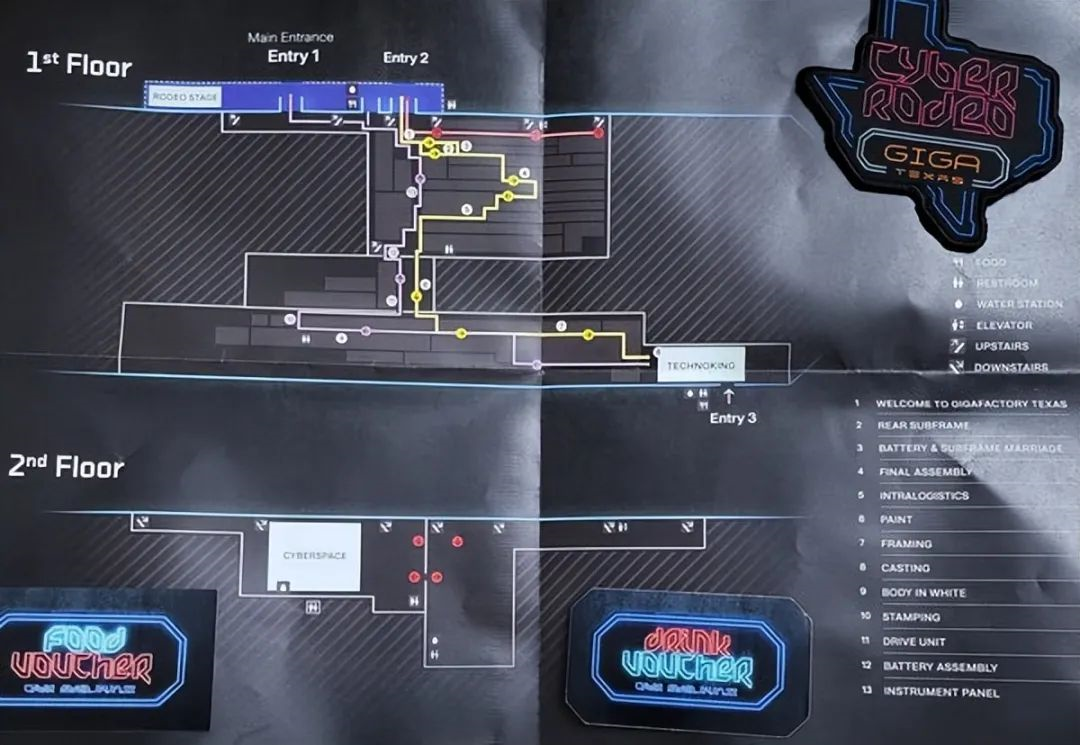
During the show in the Texas factory, Elon Musk mentioned a very important issue, which is the problem of production base.

From the perspective of the development path of Tesla as a whole, the core is to manufacture a car more easily and quickly, whether it is through integrated manufacturing or shortening of cable length. The essence is still to systematically reform the process at the beginning of the design. By shortening the entire manufacturing efficiency, shortening the time for the whole vehicle, reducing the labor force, and then quickly supporting a huge number of vehicles with several manufacturing bases.
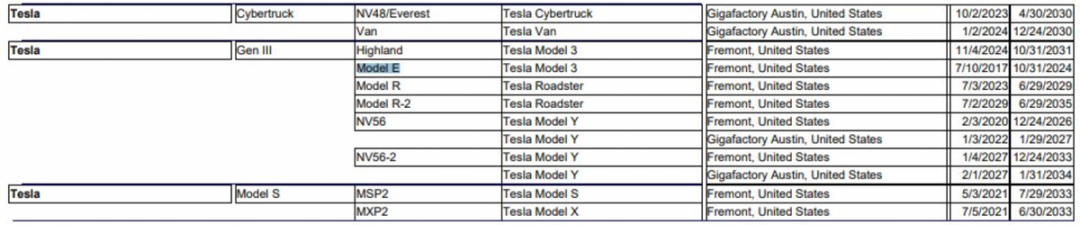
According to the AFS’s roadmap for Tesla posted on Weibo today, the core of Tesla’s volume is still these few vehicles, extending at most from pickup trucks to vans, and the whole thing is just going back and forth among S, X, Model 3, and Model Y. There will be expanded versions of new car models on the platform, such as Model E.
Note: Tesla’s expansion of its product line will be relatively restrained.
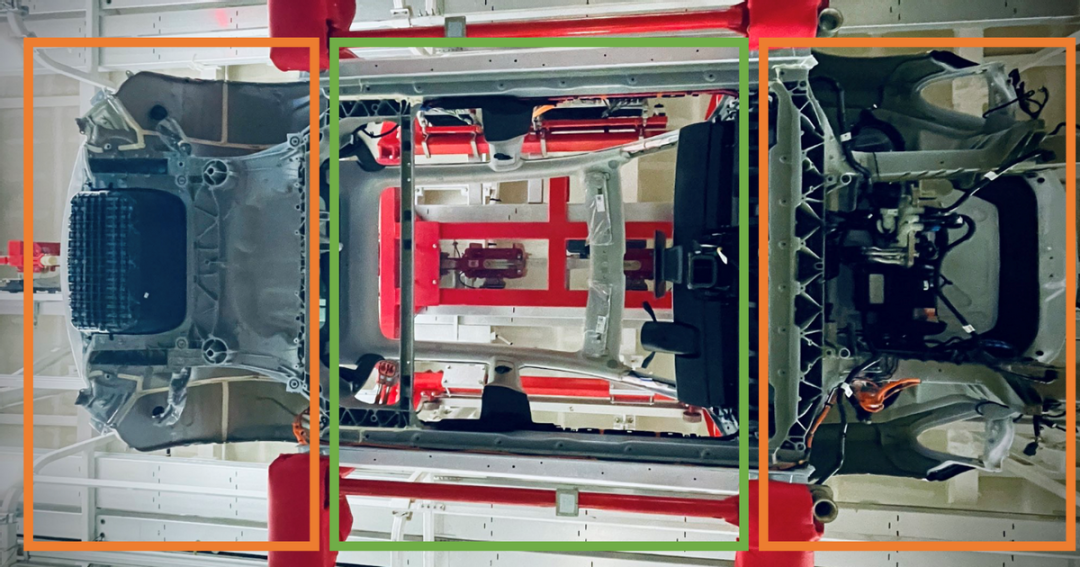
Integrated Casting
In March 2021, Tesla launched the integrated cast rear floor, reducing at least 70 parts, which is a reconstruction of traditional stamping and welding processes. That is to say, after its successful launch, the automotive industry recognized that this heavily invested design has strong advantages in terms of cost-effectiveness, process flow, production pace, material utilization, and others. Domestic new energy companies, including NIO, XPeng, and Ideal, are researching it, and global companies, including Volvo and Mercedes-Benz, are also considering whether their previous factories can meet the rhythm of the next-generation electric vehicle manufacturing efficiency. Therefore, Volvo, as a representative of traditional car companies, is the first to promote the transformation of integrated casting plants and integrated chassis structural parts.
Its main advantages include:(1) Cost-effectiveness improvement: The quality of a steel body typically weighs around 300-400 kg. Replacing steel with aluminum can reduce the weight by 30-40%. From a material price and recycling perspective, an aluminum die-casting body can achieve the same level of cost-effectiveness as a steel body in the long run, balancing weight reduction and cost factors. More importantly, the manufacturing cost of parts will also be improved.
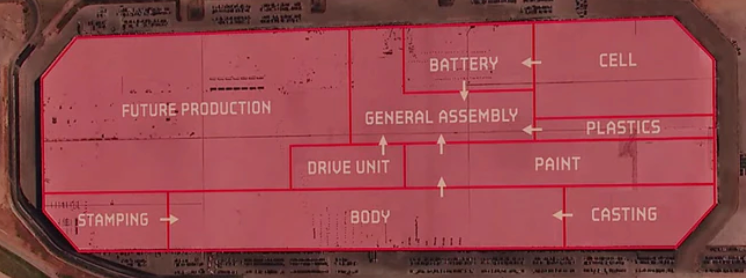
(2) Optimizing production pace and simplifying the manufacturing process of the entire vehicle: The entire vehicle manufacturing process and working hours will be optimized through integrated molding. Taking Tesla’s Model Y as an example, as shown in a previously shared video, the switching of the rear panel process will be reduced from 1-2 hours of working time to 3-5 minutes. With the expansion to front and battery trays, the entire vehicle manufacturing setting will have a die-casting machine and a separate workstation. Only a transfer warehouse is needed to meet 24-hour uninterrupted operation for a single device, and it also supports a single line of 500,000 vehicles per year in the Texas factory.

(3) Product complexity reduction: As seen in a previously shared video, the design and manufacturing of Model Y has a chance to achieve integration in both design and manufacturing. Not only are the number of welds reduced, but the complexity of the entire product assembly has been simplified, shortening the supply chain process.
(4) Sustainable development and improved material utilization: By casting and refining recycled materials, my understanding is that Tesla’s business model becomes recyclable. When the car and battery are used up, they are returned to Tesla. Through processing, they can make another car out of them, providing the automotive industry with an interesting path towards sustainability.
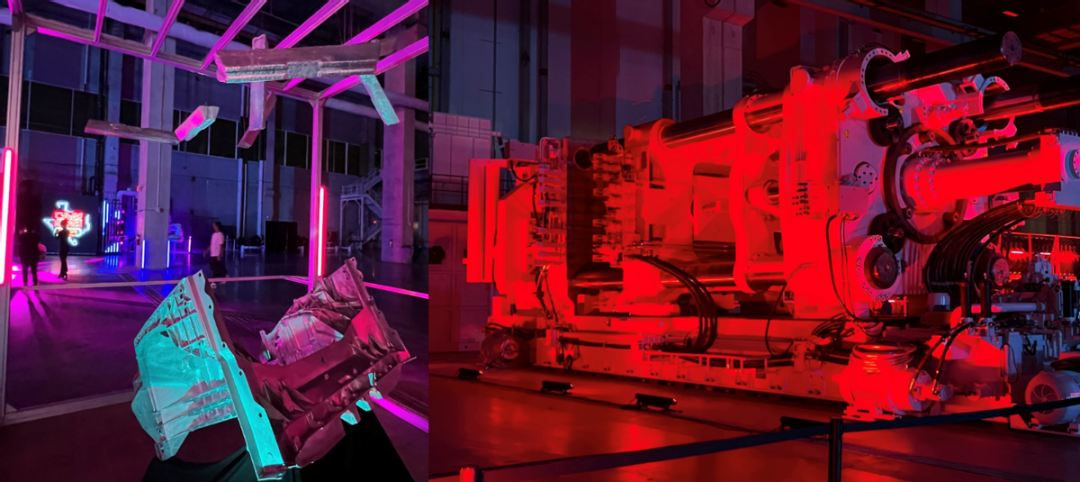
 In the production of electric trucks, the Giga Press die-casting equipment with a locking force of 8000T is used, a cutting-edge technology that requires acceleration of production pace and simplification of production complexity. The entire lower body assembly, including the rear floor assembly and front cabin assembly, undergoes integral die-casting, greatly improving manufacturing efficiency. This is a significant physical change for the development of electric vehicles and I find it very interesting.
In the production of electric trucks, the Giga Press die-casting equipment with a locking force of 8000T is used, a cutting-edge technology that requires acceleration of production pace and simplification of production complexity. The entire lower body assembly, including the rear floor assembly and front cabin assembly, undergoes integral die-casting, greatly improving manufacturing efficiency. This is a significant physical change for the development of electric vehicles and I find it very interesting.
High/Low Voltage Wiring Harnesses
Another aspect worth mentioning is the suspended cable. Although the 100-meter cable of Model Y seems lengthy, the overall design is currently simplifying high and low voltage wiring harnesses. With the integration of high-voltage systems (with PTC gradually marginalized), DCDC and OBC integration, the necessary connections for the entire high-voltage system are as follows:
-
DC charging input port (1 pair), external charging gun
-
Battery pack fast charging port (1 pair), for charging
-
Battery pack discharge port (1 pair), for rear drive
-
Electric compression machine input port, uncertain and may be integrated with drive system in 3-5 years.
-
DCDC, uncertain input port, some already removed
-
OBC, already removed from ET7
-
Drive system: one pair of input ports, longer if it’s a four-wheel drive equipped vehicle, and designed with copper bars for Model S Plaid.
So, calculating this, the entire high-voltage connection in the future rear-drive systems will mainly revolve around the two necessary pairs of battery packs, while others will be simplified through integration.

Tesla’s low-voltage controllers and overall loads are also being continuously simplified. Currently, optimizing complex lights and motors is difficult, but integrated control circuits are more likely to merge functions. I think the ultimate goal is power supply and signal control optimization, partial wireless transmission, and multiple paths of development towards intelligence.

In conclusion, I believe the threshold for new players in the market is 500,000 vehicles, just as battery companies strive to reach thresholds of 20GWh and 50GWh. Both car and battery manufacturing are working towards simplification and rationality. Apart from software, how to find suitable touchpoints for restructuring in car manufacturing remains a continuous topic for me to ponder.
This article is a translation by ChatGPT of a Chinese report from 42HOW. If you have any questions about it, please email bd@42how.com.